
Twin Cam Hop-Up

1. Here is the entire lineup of components that we installed on the ’07 96-inch Twin Cam: Branch-O’Keefe #4 Heads (MSRP: $950.00), Andrews 54H Cams (P/N 216354, MSRP: $273.36), Cometic ’02-Up Twin Cam Top End Gasket kit (P/N C9146-030, MSRP: $98.15), and H-D Screamin’ Eagle Pushrods (P/N 17997-99A, MSRP: $149.95). The total cost for parts (excluding labor) was $1,471.46.

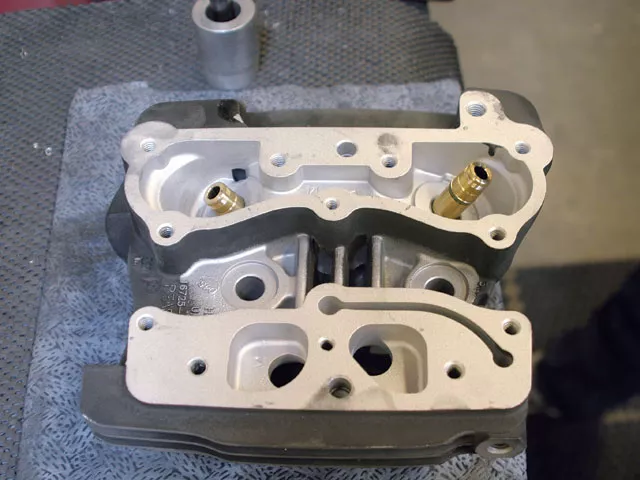
2. Notice the stock head on the left compared to the Branch-O’Keefe head on the right. The Branch head has been fitted with oversize valve seats made from nickel-chrome, and performance valve guides. Then they are ported to accept the larger hard chrome stainless steel valves with stellite tips and a polished face (new intake valve is 1.940 inches, new exhaust valve is 1.610 inches; stock intake valve is 1.840 inches, stock exhaust valve is 1.565 inches). The valves and combustion chamber have a polished surface to help enable more air/fuel flow and increase velocity.

3. Here, John removed the stock valve springs, collars, valves, seals, gaskets, and rings, and then wiped down the residual oil/debris from the stock heads. Then he glassbead-blasted the combustion chamber and ports to remove all the carbon build-up, and finally blasted out paint from the ports and combustion chamber (H-D paints their heads and machines afterward). When he finished bead blasting, he blew out the debris with an air hose.

4. John airhammered out the stock valveguides. Then he placed a dummy valve into the empty valve guide cavity and welded the valve seat so that it shrinks in size and it’s easily tapped out with a hammer.

5. Once the seats and guides were removed, John heliarc-welded the combustion chamber (pictured here is the welding process partially completed). Reshaping the stock combustion chamber to Branch’s “Bathtub” chamber is a key component to the Branch process. Air/fuel flow improves and the smaller 80cc chamber causes higher compression and more power.
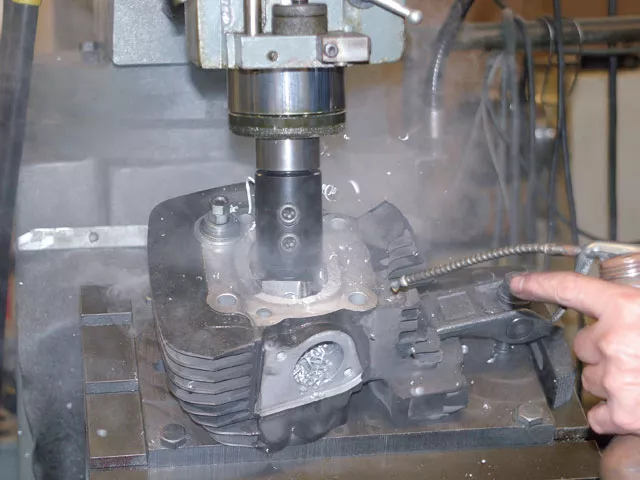
6. When he completed welding the combustion chamber, he placed the head on a milling machine. John started by cutting off 0.030-inch from the deck (at the end of the milling process the total surface cut from the deck is 0.050-inch). He does this so that if the deck is nicked or damaged in any way between the milling process to final assembly, he still has .020-inch to play with.
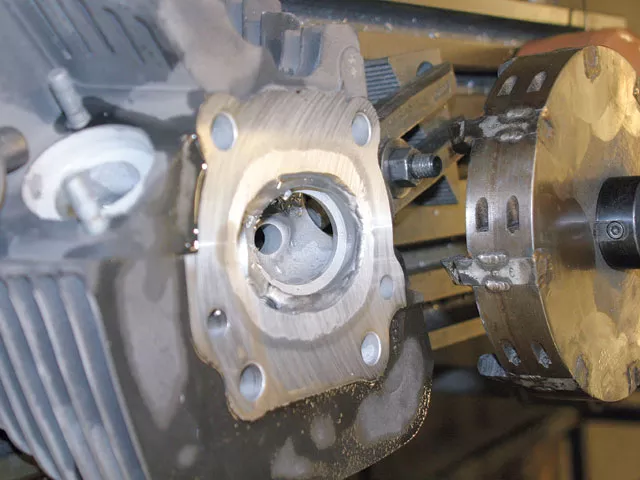
7. Then John milled the valve seat pocket for a .007-inch interference fit. The new, larger valve seats are kept in a freezer in order to shrink to their minimal size. When the heads are ready to be seated, they are placed in the oven so that they can expand to their maximum size, which results in the seat perfectly mating to the valve seat pocket. John’s never had a seat fall out.
8. The new oversized valve seats and AV&V; valve guides were installed and it was off to the porting room to port and polish the heads. Branch-O’Keefe’s porting/polishing techniques are based on their extensive research on the flowbench and dyno.

9. Here’s a look at what goes on in the porting/polishing room. Porting is the shaping of the combustion chamber and ports to increase the amount of air passing through the ports. This doesn’t make the port bigger, but it improves the shape for optimal airflow dynamics. Branch’s “bathtub” design makes the air flow more completely and thoroughly. John ported with a solid-carbide burr bit on an air gun, and then changed to 80-grit cartridge roll, then to a 120-grit, 180-grit, and finally a 240-grit (John emphasized the importance of the porting prep work for polishing. Polishing could take roughly 30 seconds if the heads have been thoroughly ported). After porting, it was time for polishing. Polishing is important because a stock head’s chamber builds up with carbon due to its rough, cast material. With a lot of carbon buildup, detonation is affected and causes a spike in performance. John removed all of the carbon and polished the chamber with a Canton flannel wheel and a jeweler’s rouge compound so that no carbon builds up on the ports, therefore increasing airflow. After the port/polish process had been completed, it was time to move onto lapping the valve.

10. John applied a B-Grit medium/finelapping compound to the outer part of the new valve. The lapping compound is made up of tiny pieces of carbide mixed with grease to act as a fine-tuning solution to get rid of any high spots on the seat, so the new valve and valve seat mate perfectly. Before lapping, the valve seat is covered with a blue “marking” solution to let John know after a few turns with the lapping tool if there are any high spots he’ll need to grind down with a stellite-tip stone before final valve installation. If blue spots remain on the valve seat, they will be grinded down. The valve and the seat should mate perfectly-when the valve is closed, it’s completely sealed!

11. John checked the clearances of the valve to the seat that were marked with blue and grinded it down with the stellite tip. On the milling machine, the seats were milled in a three-tiered angle milling process, starting from the top of the seat to the inside of the seat. The top tier was milled at 30 degrees, the middle tier at 45 degrees, and finally the inside tier at 60 degrees. This also helps fit the new valve. Once this was finished, the lapping process was repeated. Once he’d finished, it was time for the final installation of the valves.
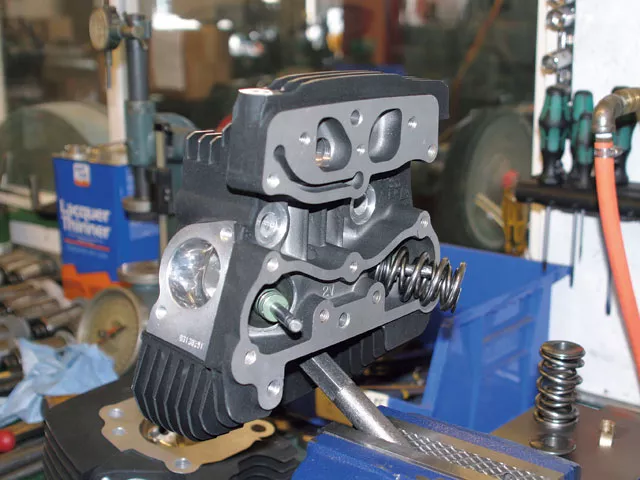
12. With the Viton oil seals in place, John installed the new valves and valve springs with a spring compressing tool. Then the valve springs were compressed and the valve keepers were installed. Presto, the Branch-O’Keefe process was finished. Now it was time to install the new heads on the Street Glide.

13. We checked in with Eric Bennett to see how he was coming with removing all of the necessary components for the install. He had already propped up the tank so it was out of the way and had taken off the air filter and backingplate, removed the rocker box covers, breather element, stock pushrods, lifters and rocker boxes, and was just about ready to remove the old heads with the exhaust system still in tact. This guy is efficient.
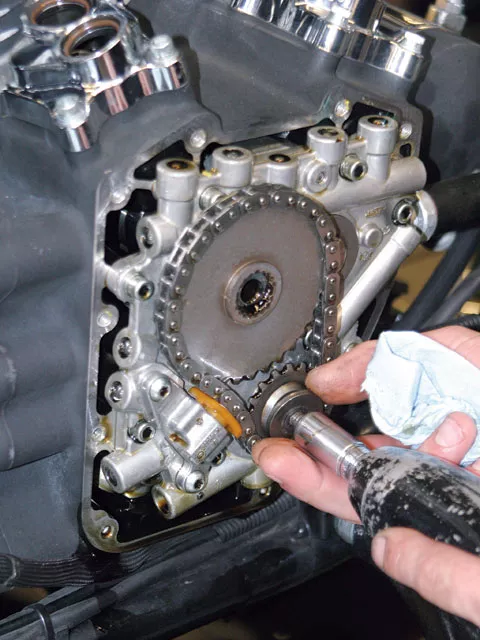
14. Next, he removed the cam cover to take the stock cams out.

15. He removed the cam plate and snap ring and pulled the inner cam bearings. The new Torrington cam bearing (shown here on the left, sold separately) provides more surface area contacting the cams than the stock cam bearings. Side Note: Before installing cams into the cam plate, you should dry fit the cams to check lobe to case clearance. Check both cams, and if they spin then you’re good to go.
16. Eric checked the lobe to case clearance and installed the Andrews 54H cams into the cam plate and back into the case.

17. The piston eyebrows (valve pockets) needed to be grinded down to compensate for the larger valves in the Branch-O’Keefe heads.
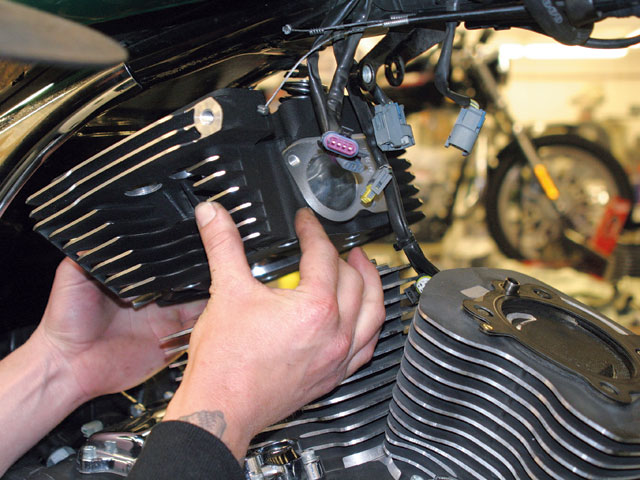
18. It was time for the new heads to be installed. Eric placed the Cometic head gaskets on the cylinders and the Branch-O’Keefe heads slipped into place. Eric put anti-seize on the threads of the head bolts and tightened the heads down to factory spec. Then he started with the rocker box assembly.

19. Eric placed the new Cometic filter into the breather system and reinstalled it into the rocker boxes. He made sure to put Loctite onto the threads of the breather bolts before reinstalling. Then he tightened down the rocker boxes to factory spec.
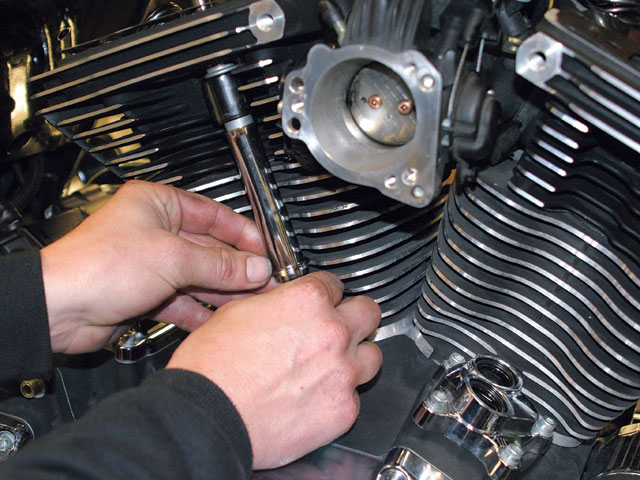
20. Next, he installed the pushrods and pushrod tubes.

21. Then he reinstalled the rocker box covers in a criss-cross pattern to factory spec, and re-installed the Vance & Hines Pro Pipe back in place. Once all of the components of the motor were back where they needed to be, Eric moved on to final assembly.
Power is an interesting thing. Whether it’s achieved in the societal hierarchy of our capitalistic class structure or in the top end of a Twin Cam, once you’ve achieved it, you still search for more. It’s confidence laced with accomplishment-or so we’ve been told. We definitely wanted more power. But we were looking for it in a Twin Cam B motor, so we started with the top-end and asked for a helping hand from V-Twin innovators Branch-O’Keefe. Jerry Branch started working on Harley-Davidsons in 1969 and hired his apprentice John O’Keefe-who owns the business today-in 1974. Branch-O’Keefe knows heads like the back of their hand. John could probably port/polish a head with a blindfold on. We took a trip over to Branch-O’Keefe’s shop in Signal Hill, CA, for a step-by-step explanation on how to port/polish heads. It’s fascinating.
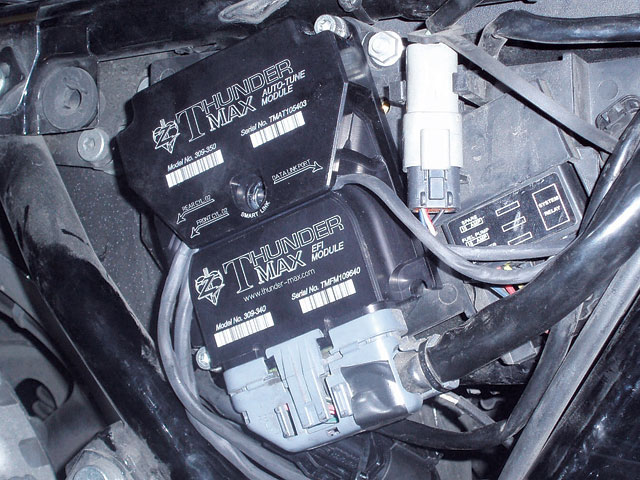
When we finished we headed next door, literally, to Bennett’s Performance. Bob and Eric Bennett are very knowledgeable when it comes to motor work: top-end and lower-end. They’ve been in business since 2000, and we can rely on them to do a thorough job. We gave Eric the Branch-O’Keefe #4 Heads to work his magic on a ’07 H-D Street Glide. This bike already had a 2-into-1 Vance & Hines Pro Pipe and a Doherty AirCleaner, which raised the numbers quite a bit from stock. But what really interested us in doing a makeover of this caliber on this bike was the Zipper’s Performance Thundermax Closed Loop EFI Autotune system. We wanted to see just how “automatically” the Zipper’s EFI system tuned itself after installing the heads, along with the Andrews 54H Cams, and H-D Screamin’ Eagle pushrods to compensate for the larger valves. Then it was sealed up nice and tight with a Cometic ’02-Up Twin Cam Top End Gasket kit.
That feeling we were looking for was in our grasp. Follow along as we show you how we achieved it and take note on how the Zipper’s unit actually tuned itself. HB
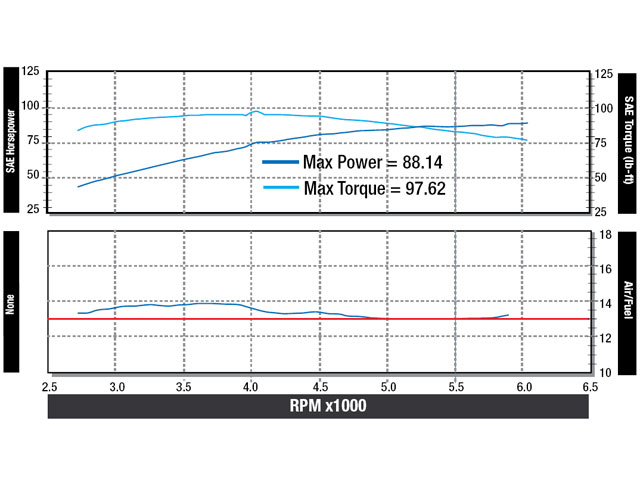
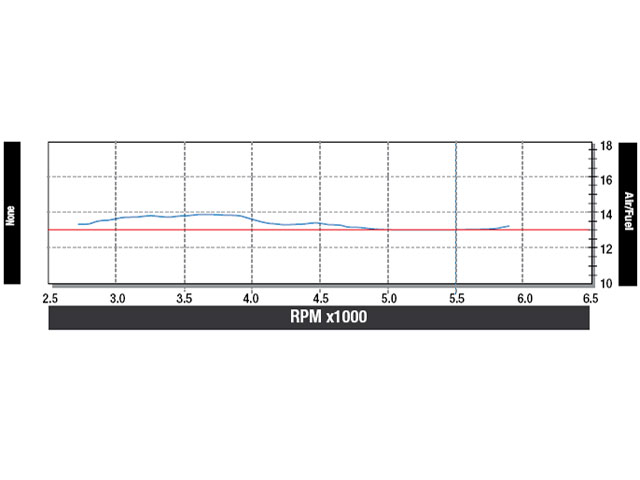
22. When we baselined the bike on the dyno we reached 74.13hp and 91.39 lb-ft of torque. Keep in mind that the base number was not stock. The Street Glide already had some performance gains from the Doherty air cleaner and the Vance and Hines Pro Pipe, which were previously installed before we got our hands on the bike. After installing the Branch-O’Keefeheads, Andrews Cams, and Screamin’ Eagle pushrods, we immediately put the bike back on the dyno and increased to84.91hp and 94.61 lb-ft of torque. But we weren’t quite finished yet. We wanted to give the bike back to the owner to put some miles on the bike with the new heads and cams installed. He put about 300 miles on the bike and gave it back so that we could dyno it again. Here you can see the end results: strong torque numbers right out of the hole and continuing up into the 4,000 rpm range. The hp was very smooth, and steadily increased well into the higher rpms. The owner stated that the bike is much more fun to ride, especially jamming around the city. Even at highway speeds, here’s plenty of muscle to get around slower-moving vehicles quickly and easily. We reached a slight gain in power at 88.14hp and 97.62 lb-ft oftorque. But check out the air/fuel ratio…
23 & 24. The Thunder Max is a closed loop replacement system for stock EFI closed loop systems (it can also replace stock open loop systems if exhaust pipes are fitted with O2 sensor bungs). It automatically tunes itself as you ride when modifications are made. Focus on the air/fuel ratio of this chart. An optimal air/fuel ratio is approximately 13.5 to 13.7 parts of air per 1 part of fuel. After the bike owner put a little over 300 miles on the bike and we dyno’ed it, notice how the blue line runs in that 13.5 to 13.7 range, which helps improve fuel mileage efficiency and overall performance. This more optimal performance stayed pretty consistent, never going above 14 parts of air per 1 part of fuel.
SOURCES
**Branch-O’Keefe
(562) 597-2850
**[
**Bennett’s Performance
(562) 498-1819
**
**Zipper’s Performance Products
(410) 579-2828
**
**Andrews Products, Inc.
(847) 759-0190
**
Cometic Gasket
(800) 752-9850
**




