
TIG Welding Basics
More so now than ever people are taking the plunge and buying their first welder. Of course, there is the skill that it takes to use one properly, but that comes with one thing only: practice! TIG, Heliarc, or gas tungsten arc welding is basically glorified and refined oxy/acetylene welding. You have a torch in one hand and filler material in another, but you add a foot pedal for heat/amperage control. The cool thing about TIG welding is the control you have over what you are doing. The end results you get when done right are nice, tidy, strong welds that don’t need to be ground down or covered up.
A TIG weld is also much more workable than a hard MIG weld if you are interested in doing any custom sheetmetal work. Technology has caught up with TIG welders, and the old big and heavy transformer machines are becoming a thing of the past with new inverter technology. Compared to a transformer machine, an inverter TIG machine is much smaller and lighter, uses much less energy, and is more versatile, especially when it comes to AC (alternating current) operations for welding aluminum. Plus, you’ll need a bottle of argon shielding gas, and of course, a helmet and TIG welding gloves, which are thinner than MIG gloves so you have more dexterity with both the torch and filler rod.
This is a very brief introduction to DC (direct current) TIG welding, which is used for most metals other than aluminum. One of the best things you can do to learn TIG welding besides getting lots of practice is ask friends and professionals for tips, and even just strapping on a helmet watching someone weld can really be a big help.
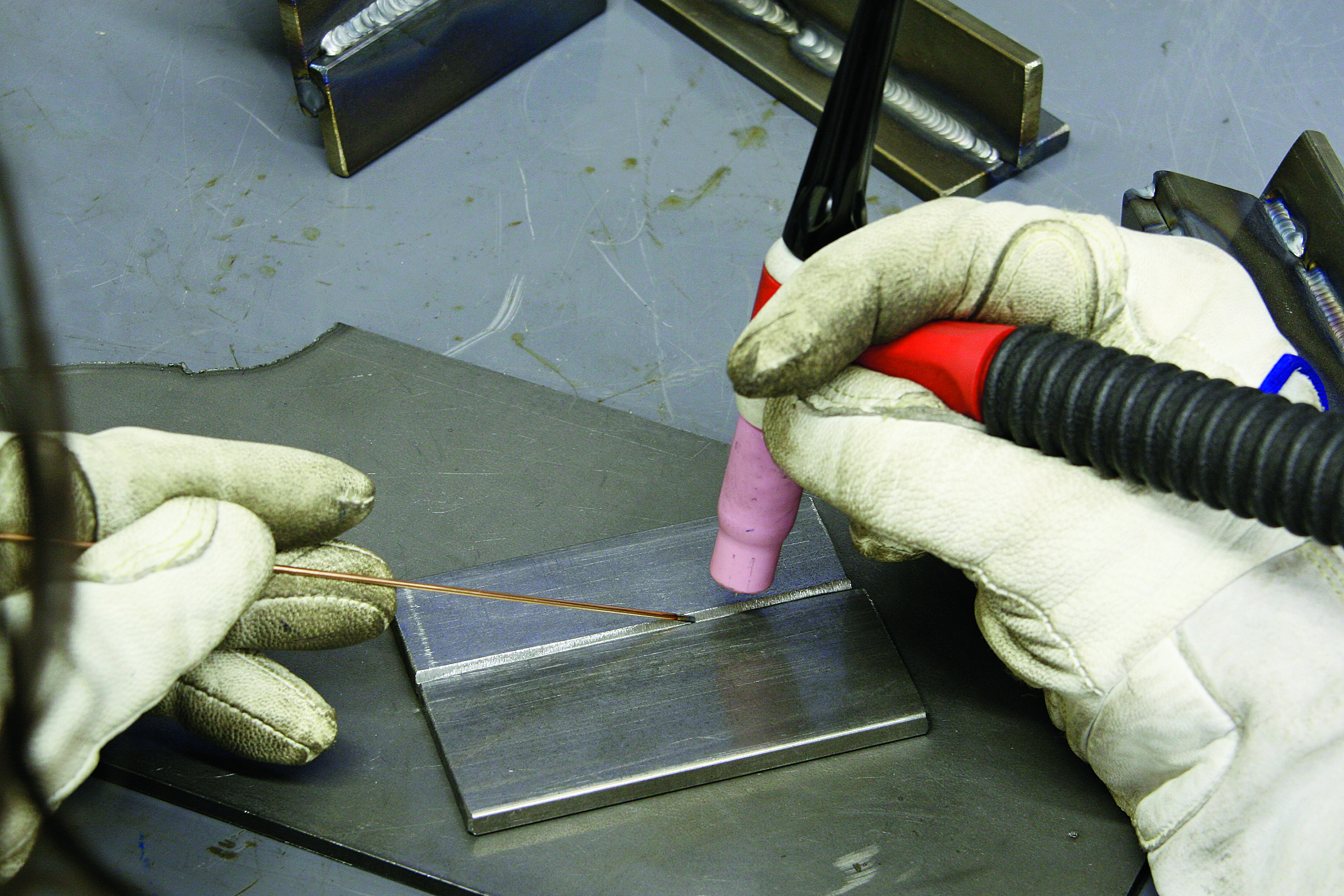
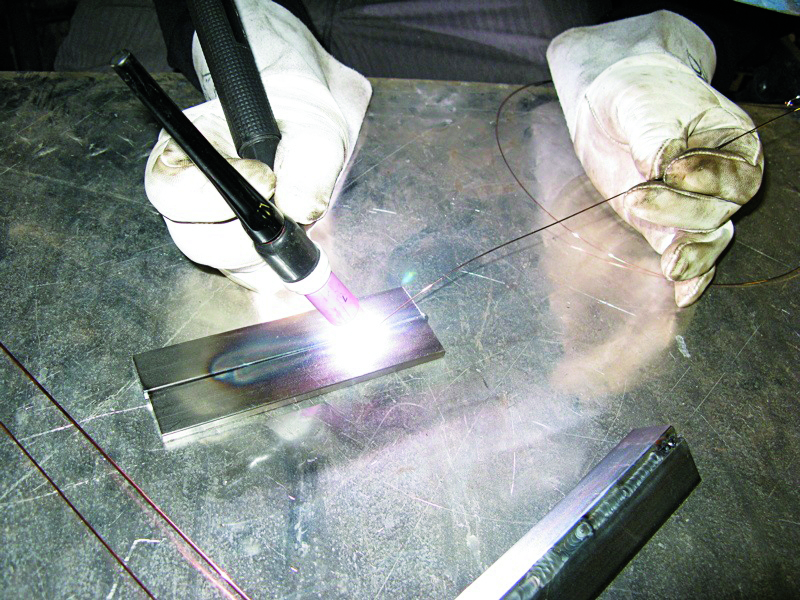
Probably the two most important things to follow are comfort and cleanliness. If you aren’t comfortable, you won’t weld well, and if your material isn’t clean, you’ll get a contaminated weld. Sit at a bench and rest your wrists on it, like this. The position of the torch is critical. You want to be right above your joint, tipping the torch back along the seam only about 20 degrees; don’t flop it any other way. This varies with the type of joint. Also, keep the tungsten rod as close to the workpiece as you can.
Photos: Jeff G. Holt
What’s tungsten, you ask? It carries the current to the welding arc. Tungsten material is used for this because its melting point is the highest of all metals. A clean and sharp tungsten is inserted into the center of the torch and can be set flush with the ceramic cup on the torch or pulled out to suit the joint, but should always be as far in the cup as possible. Start by pulling it out about 1/8 inch, but never exceed the diameter of the inside of the cup. Sharpen the tungsten when it gets dull, burnt, or contaminated.
Photos: Jeff G. Holt

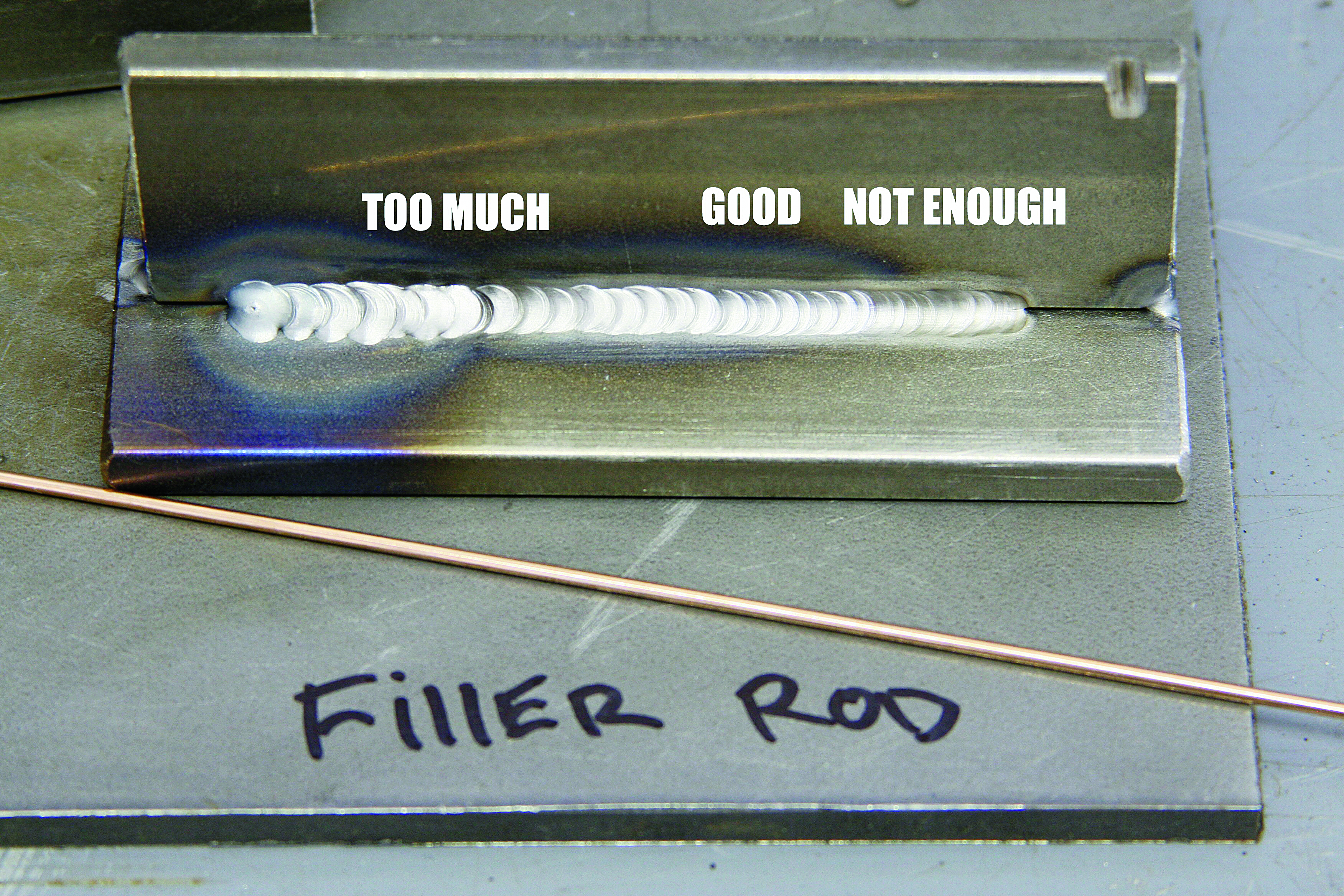
Amperage or current is the amount of electricity flowing through a point in a conductor per second. This measurement is what you use to set the “heat” or “power” for welding. A good rule of thumb is it takes 1 amp per 0.001 inch of material thickness, so for 1/8- or 0.125-inch steel plate, you’d start at 125 amps and finetune. Of course, you don’t want to use too little or too many amps for both strength and looks. Here, from right to left, the amperage was increased while speed and filler rod remained steady.
Photos: Jeff G. Holt
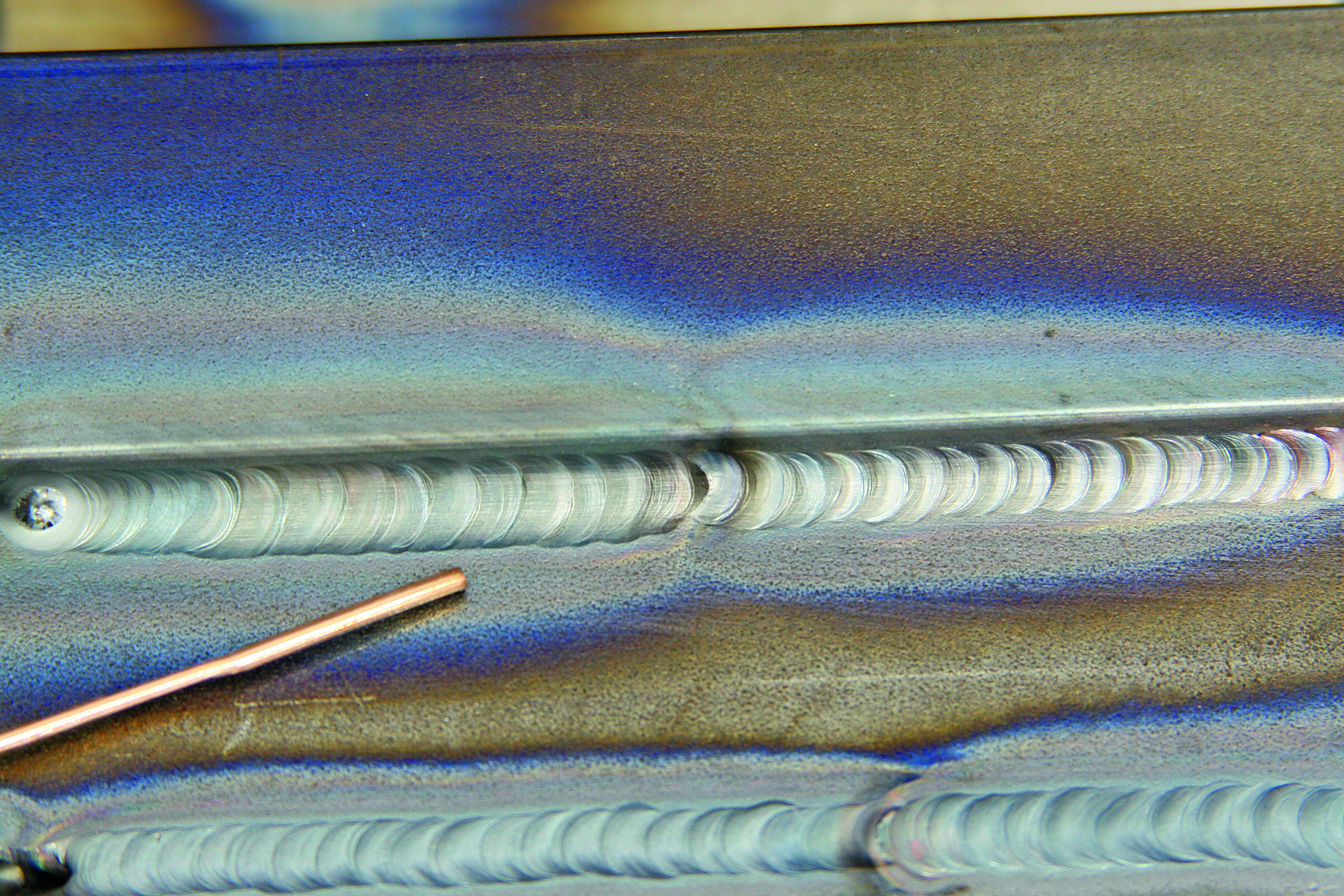
When you have too much heat, move too slowly, or don’t have enough filler rod (all can cause the same effects), the metal at the edge of the weld is undercut and is not ideal. Turning down amperage or adding more rod would be best. You could also make another weld pass over it. Also notice the HAZ (or Heat-Affected Zone) — the discoloration from heat in the metal. The HAZ on the left spreads much farther out than the one on the right.
Photos: Jeff G. Holt
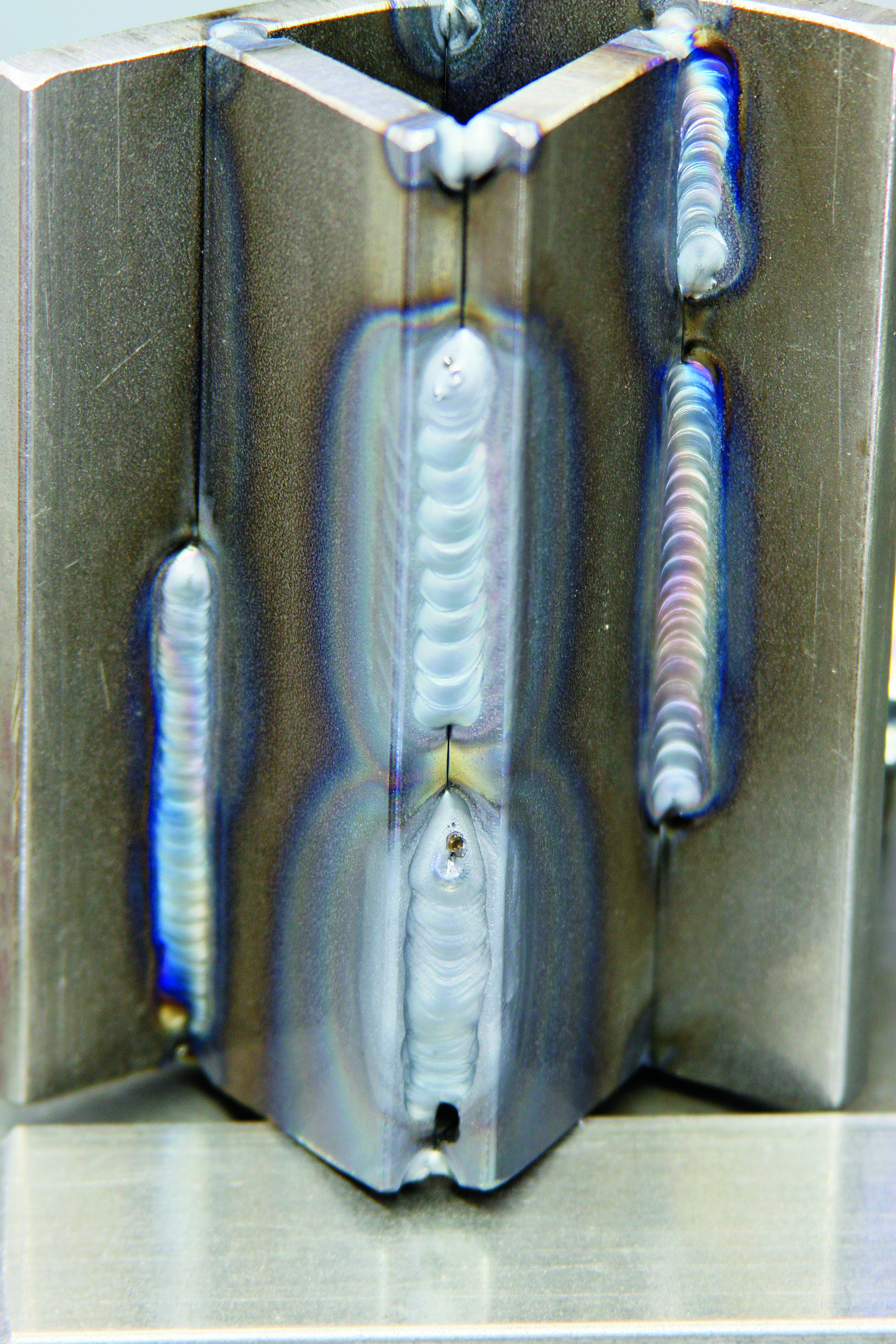
If you don’t, the weld will most likely want to run downhill, as you can see here on the bottom. The bottom weld is consequently too hot and there’s a lot of rod in there, plus it doesn’t look good. The top weld was done pedaling without turning the machine down.
Photos: Jeff G. Holt
As mentioned you can use solid-core MIG welding wire as filler as seen here, but mostly this should be reserved for thin sheetmetal unless you have a fast hand at adding it. When you use too big or too much filler on sheetmetal that you will be body working you’ll have to turn the amperage up more than you should just to melt the filler rod, which is usually too much for the sheetmetal and you’ll burn holes in it and cause lots of warping.
Photos: Jeff G. Holt
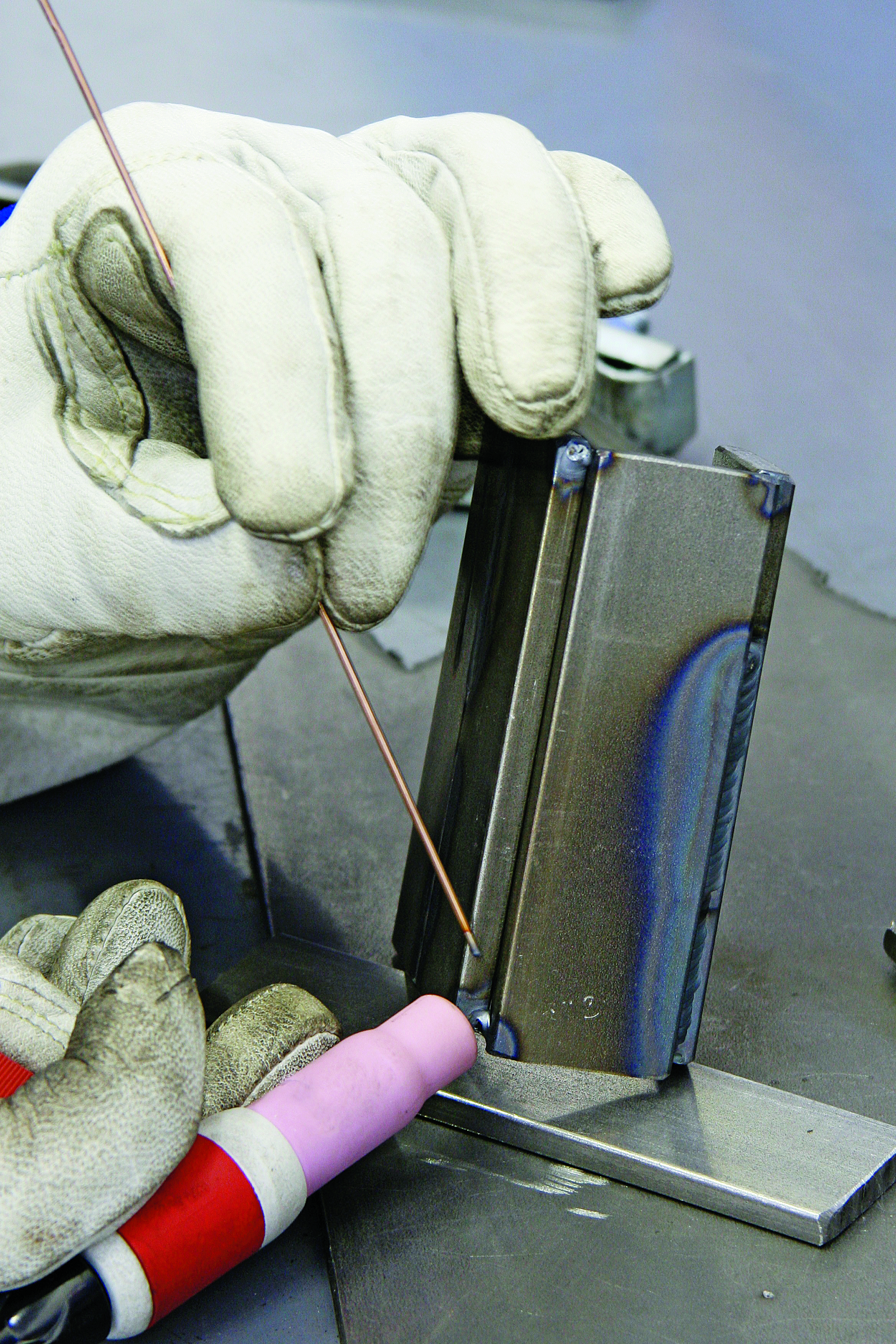
Welding uphill like this can be tricky. Gravity and molten liquid pools of metal don’t favor an uphill weld. Generally you’ll need to “pedal,” or cycle your foot on the pedal, for each individual weld spot as you add filler, then back off and on again without fully letting off the pedal.
Photos: Jeff G. Holt
Sources:





