
S&S Flywheel Install – HB Tech
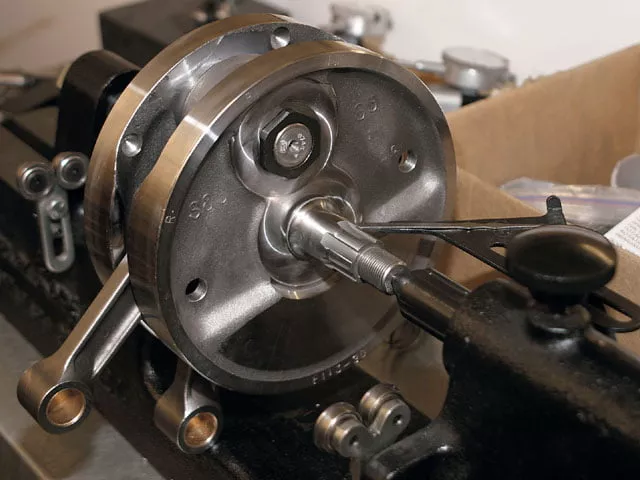
Before installing the flywheels with connecting rods, we placed the assembly on a truing stand to ensure everything was aligned and true. S&S; delivers flywheel assemblies fully balanced and aligned; however, shipping companies aren’t always as careful with parts as we’d like. Everything checked out, and the flywheels had approximately 0.001 inch of runout, within H-D specs but more than the 0.0005 inch to which S&S; trued the assembly.

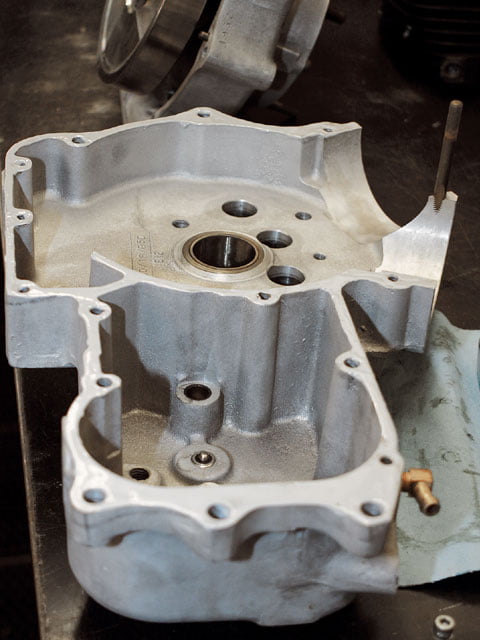
After ultrasonically cleaning the engine cases, the first step was to install a new sprocket left outer race. A Timken roller bearing rides within this race.
Eric used a race installation tool to bottom out the race in the case half.
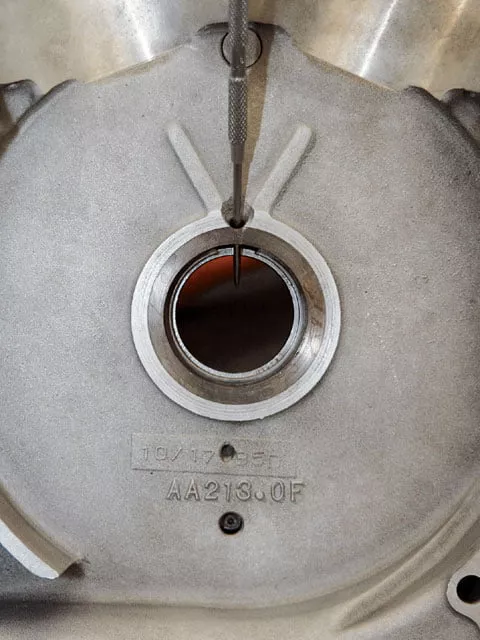
Turning the case over, we installed a new lock ring. The gap in the lock ring must be oriented as shown to allow oil to flow through the oil feed hole (probe inserted through hole for illustration only). This feed hole lubricates the Timken bearings. The sprocket right outer race was then installed as in Step 3.

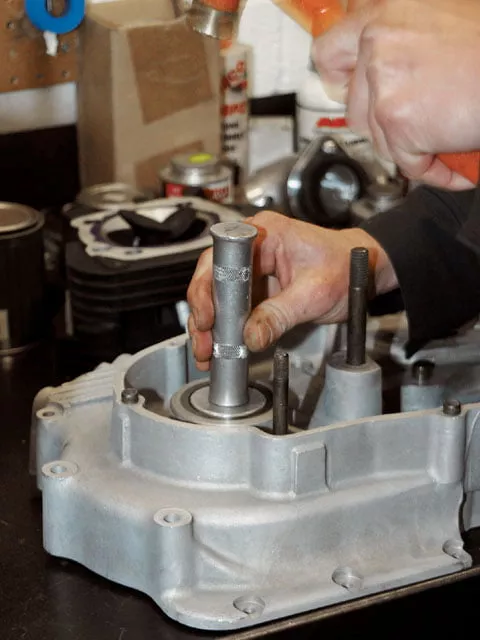
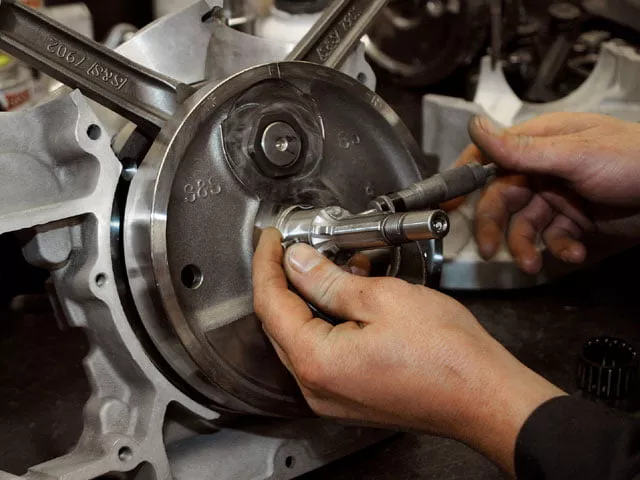
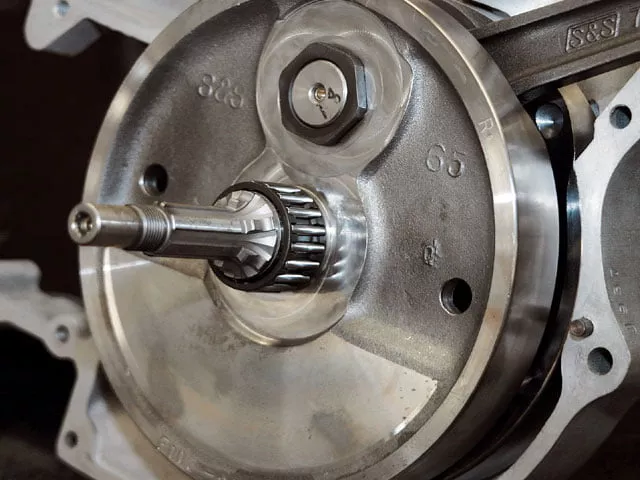
With a JIMS bearing installation tool, the sprocket-side Timken bearing was placed onto the sprocket shaft, tapered end up. The tool was tightened until the bearing bottomed against the shaft shoulder.

After installation, the bearing was liberally coated with ARP moly-based assembly lube. This is important to ensure proper lubrication before the first start-up, when the motor has less than optimal oil pressure and flow. A spacer was placed on top of the bearing. This spacer determines flywheel endplay. From past experience, Eric chose a 0.108-inch spacer. Harley-Davidson offers numerous thicknesses to achieve proper endplay. More on this below.

With the flywheels and rods secured in a Rowe stand, the left crankcase was simply placed over the sprocket shaft. At this point, the case was not secured to the flywheel assembly.

A well-lubed Timken bearing was placed over the sprocket shaft into its race before “pressing” the bearing over the sprocket shaft. As the installation tool was tightened, the bearing mated to its race in the case. In a nutshell, the sprocket shaft was now supported on each side of the left case by roller bearings.

After left-side case assembly, sprocket shaft endplay was checked. Endplay was determined to be 0.001 inch. H-D’s spec is 0.001-0.005 of endplay. If endplay is not within spec, a different spacer must be installed (see Fig. 6).
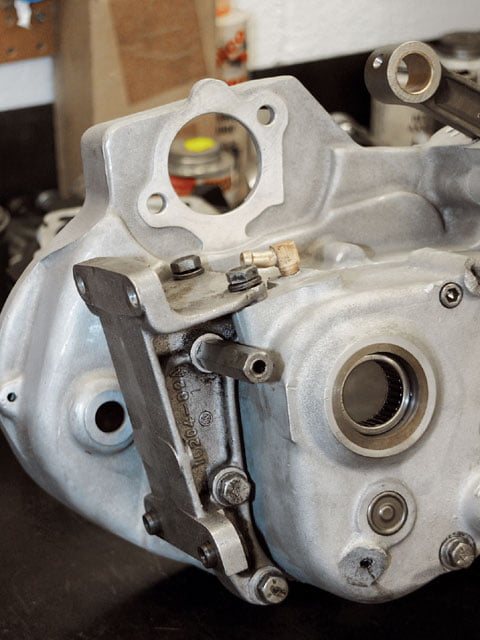
As with endplay spacers, H-D offers different-sized pinion bearings that determine endplay between the pinion shaft and the right engine case. To determine the correct pinion bearing to use, we first measured the diameter of the pinion shaft, which serves as the pinion-shaft inner race for the caged roller bearing.

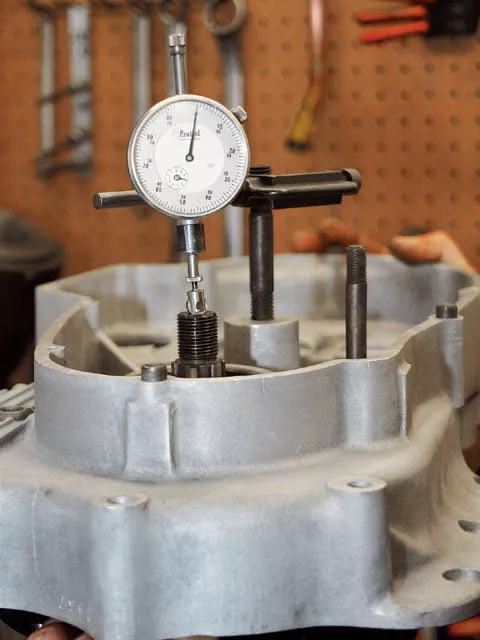
Similarly, the pinion-shaft outer race (contained in the right crankcase) was measured with a dial bore gauge.
Using these two measurements, the correct-size bearing was chosen from a chart in the Sportster Service Manual. This should be left to a competent machinist or shop, as the running clearance between bearing and races needs to be 0.0002-0.0008 inch. The bearing was slipped over the pinion shaft and then secured with a retaining ring.

A copious amount of assembly lube was applied to the pinion bearing.

The right-side engine case was prepped for final assembly by spreading Threebond 1104 liquid gasket on the case’s mating surface.
The entire case mating surface was covered in a thin coat of the Threebond, before sliding the right case over the pinion shaft until mating with the left case.

Case fasteners were treated to some medium-strength threadlocker.
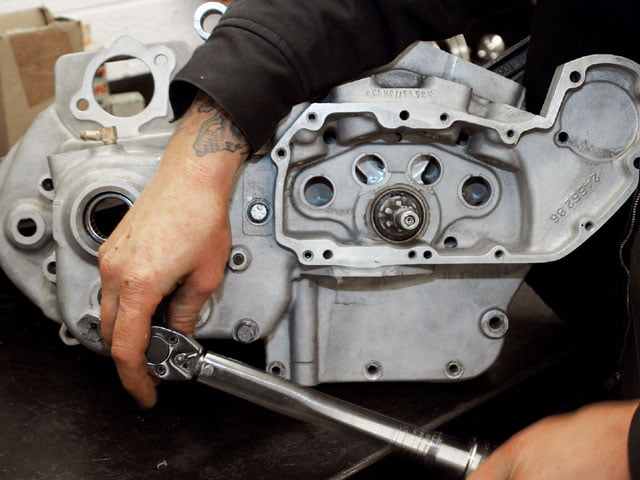
Case bolts were torqued to factory specs, including the addition of the rear motor mount to tighten the rear of the cases.

We installed the front motor-mount bolts to secure the front of the cases. Once the Threebond cures, these bolts can be removed.
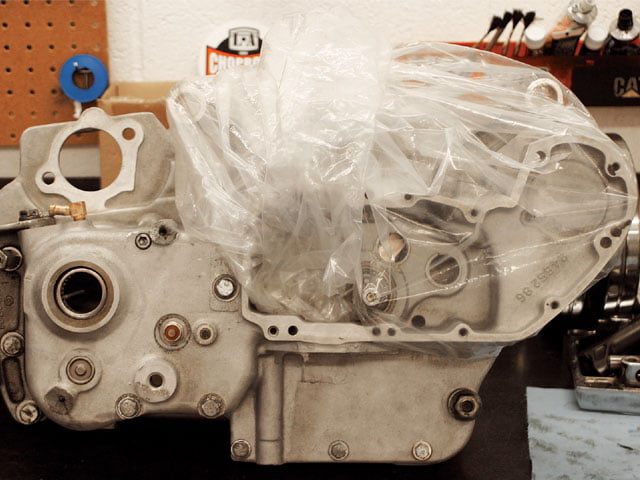
Here are the ’86 H-D cases with S&S; lower end installed, awaiting the top end. It’s important to protect the motor from debris getting into the bottom end. Check back next month, when we’ll finish up the top end of the motor build.
In our last Sportster resurrection installment (Vol. 39, No. 3), we highlighted the parts included in the S&S; 89XLSS Sidewinder/Stroker Hot Set-Up Kit. These parts turn any Evo Sporty into a Twin Cam-eating 89ci (~1,458cc) fire-breather. Taller cylinders are used to accommodate the bore and stroke (3-5/8 x 4-51/416 inches) while giving the pistons enough clearance in the engine cases.
Installation requires machining the cylinder spigot area to accept the big-bore cylinders. Depending on model year, the taller cylinders may require frame clearance, particularly for the rear cylinder. On our ’86 frame, the backbone and seat post had to be modified to clear the rear rocker box (see Vol. 39, No. 2).
Whenever taking on a project like this, it’s imperative to ask as many questions as possible before you start and make sure there are qualified mechanics in your area to perform the portions of the build that are beyond the scope of the average garage mechanic. This can mean the difference between a languishing project and success. Check references and make sure the builder has done this sort of job before. One last piece of advice is to make sure you start with clean parts and get new, high-quality bearings. Your local Harley-Davidson dealer either stocks or can order every bearing and seal needed to accomplish a build like this. Don’t try to save a few bucks by skimping on bearings. S&S; provides very good instructions with its parts and kits. It also helps to have a model-specific H-D Service Manual that explains many of the processes that will go into the build. We highly recommend obtaining an H-D Parts Catalog to facilitate the process.
We took our empty Sportster cases to Bennett’s Performance in Signal Hill, CA, to have Eric Bennett install the flywheel assembly, while his father Bob offered helpful hints and advice along the way.





