
R&R Cycles In-house Big-incher
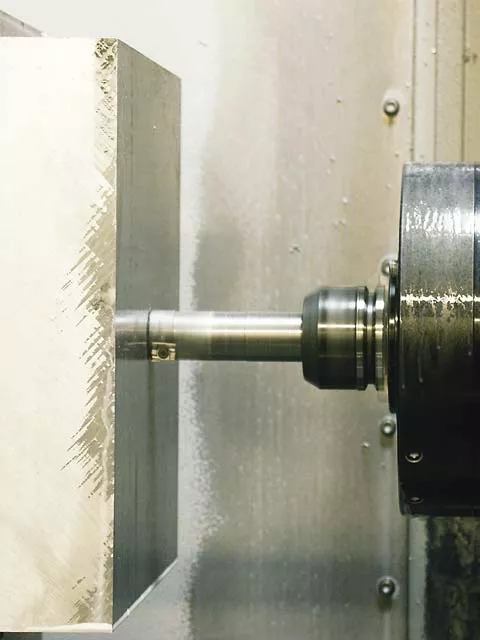
Every R&R; motor starts off as a solid block of billet aluminum. The cam side is cut from a 110-pound piece, and the sprocket side started life as a 60-pounder.

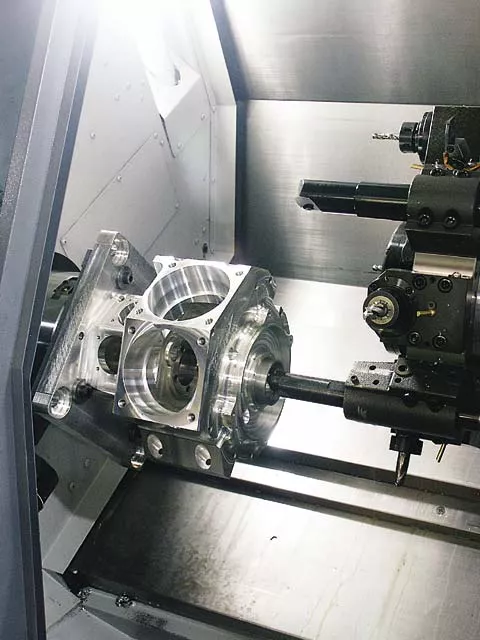
After about two hours of machining, you can see the cases take shape.

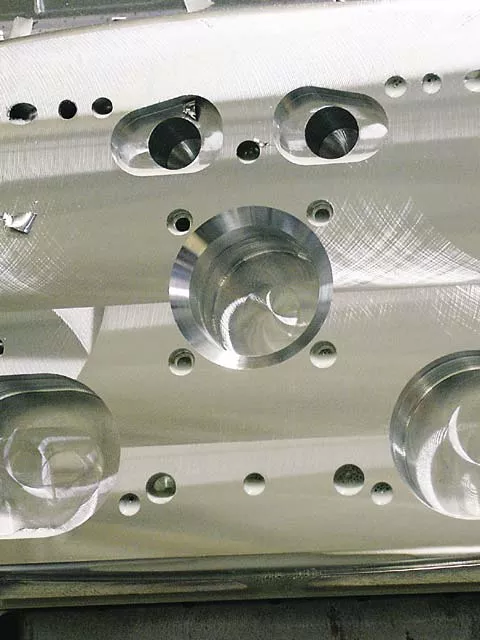
External oil drains are machined into every case along with a design for short, high-strength base bolts. Note the case has a bigger cam housing. This allows more oil to be in the lower end, and lowers breather misting due to high case pressure. It also helps the rear cylinder stay cooler with more oil flow.
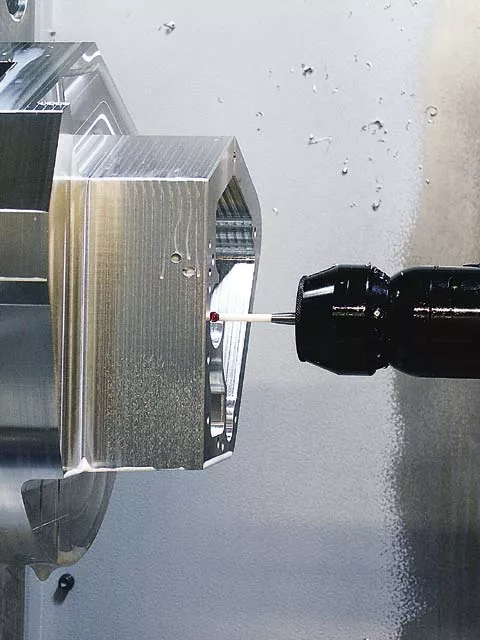
To ensure precise accuracy of each critical area and component, this Zeiss inspector dynamically monitors tool wear and all tolerance in the cases.
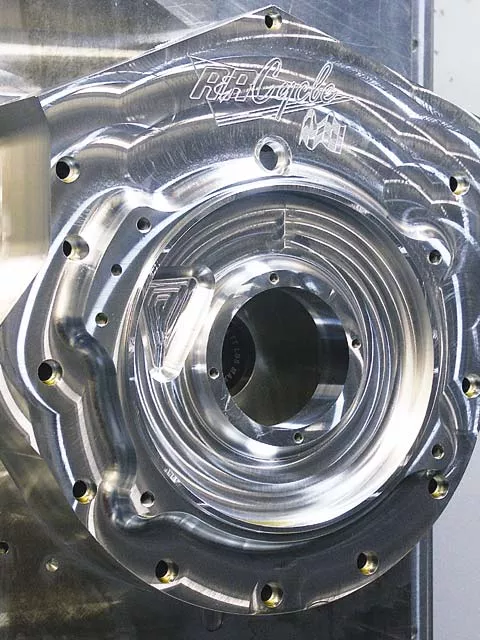
This is what the sprocket side looks like once it’s milled down. Now the two halves will stay together as a set until it is time for final assembly.
With the cases bolted together, the races will be line-bored which guarantees true, concentric alignment from the cam side to the sprocket side.

Milling the oil passages, lifter bores, spigot, oil pump, and motor mount holes comes next. Once again, the Zeiss inspecting is done throughout the entire process.

The cylinders are next. Each one starts as a block of billet aluminum. Big-inch motors need to be manufactured with a tighter tolerance, and the R&R; team has done just that.

After the outer shape is cut and the initial center bore finished, the fins are machined. The R&R; cylinders feature fins which are extremely deep around the entire diameter. Since the oil lines are external, R&R; uses base bolts, not cylinder studs, so they don’t lose a substantial amount of fin area.
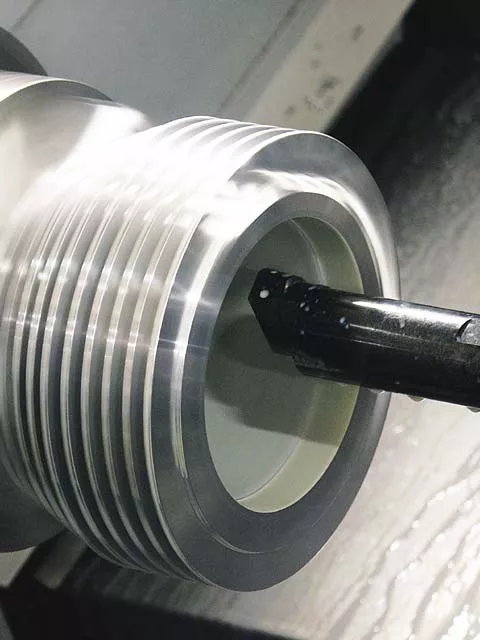
Each cylinder is honed on an automated cylinder hone using diamond tooling and a water-soluble coolant allowing R&R; to make just one cut to proper sleeve size.

With the cylinders machined to a tolerance of less then 0.002 inch, they are heated enough to let the sleeves slide into place.
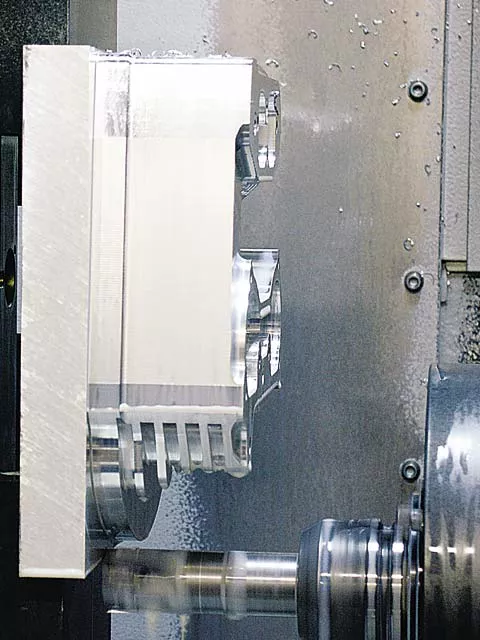
Each head starts off as a 36-pound piece of billet aluminum. Things start by machining the rocker-box surfaces, the combustion chamber, and the head gasket surface.

Here are the heads before the ports are cut in.

Next, the CNC heads are sent to the 5-Axis machining center. All ports and combustion chambers are completed here. Each head is designed for a particular engine application. This machine will ensure they cut all the ports the same size and the angle of flow will be consistent.

After the heads are all machined, the valve seats are installed in the heads with a guide and a hammer.
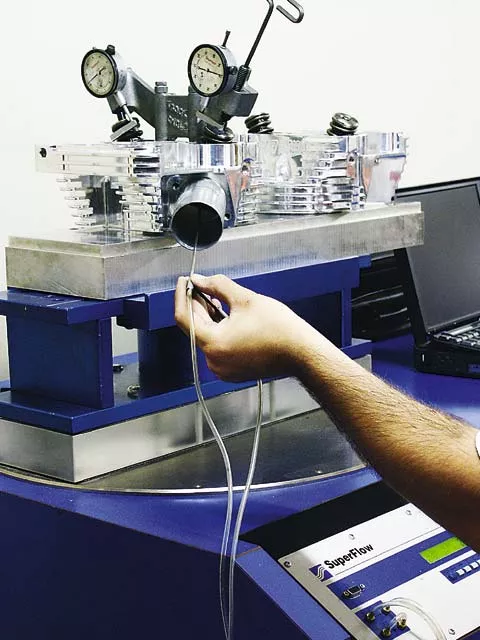
Next, the heads are sent to the flow bench where each port goes through cross sectional flow analysis. Every head goes through rigorous testing before it’s bolted to a motor.
The rocker boxes are made from billet aluminum. R&R; rocker boxes are made with perches where the rocker shafts are offset to accommodate the taller cams.
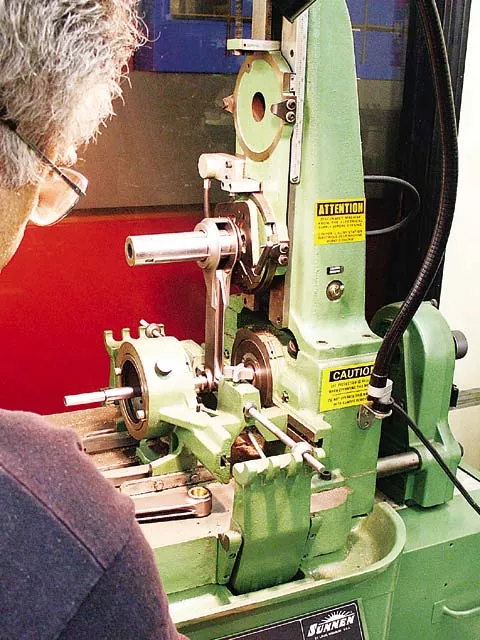
The connecting rods are purchased with undersized bores. Then R&R; sizes each set of connecting rod bores to each crankpin with the bearing as a set. The rods are then installed into the pin-boring machine where the piston pin end of the rod is bored. This also reduces side-loads on the flywheel thrust washer and the sides of the cylinder liner.

Flywheels are machined from blanks but are made as a matched set to ensure consistency. R&R; also puts in large pinion tapers to ensure the integrity of the assembled flywheels.

All machined parts are inspected by a coordinate measuring machine (CMM). The CMM is used for both in-process and final inspection. All critical dimensions are validated on this piece of equipment before the parts are sent to the assembly room

Each flywheel is weighed and balanced by drilling a series of holes to counterbalance the center weight so in any position the flywheel will not rotate on the balancer.

The pinion shaft and sprocket shaft are installed on each wheel then torqued down. Next, the crank pin was installed, rod endplay measured, and the female rod was ground for perfect rod side play. The crank pin nuts were torqued to 500 lb-ft and trued to within 0.0005 inch or less on each side.
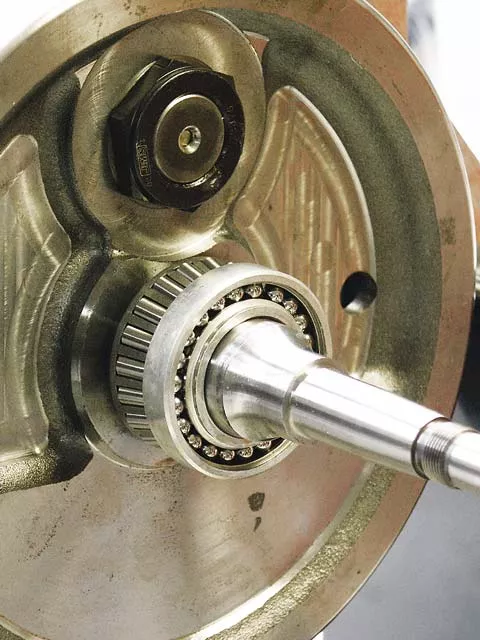
Crank endplay is set in the left side of the case. However, instead of the standard pinion-style roller bearing in the right half, a Timken bearing is used along with an aircraft-quality ball bearing.

Final crank endplay is then set between the two case halves. Once the endplay has been set, the two halves are disassembled and the ball bearing is installed. The crank is installed in the crankcase. R&R; takes the extra steps to help reduce flywheel flex and vibration.

The pistons are installed on the rods and the wristpins are held in place with Teflon buttons so there is no chance of a pin clip working its way out. Then, the base gaskets are installed and the cylinders are slid into place. The base bolts are torqued to 40 lb-ft.
The heads are pre-assembled and the valve stem seals are installed. Next, the spring pack is set and checked for valve travel. Each head is tested to ensure both the front and rear heads have the same compression, then they are bolted to the motor. Forged roller rocker arms are put into place with adjustable pushrods, then the rocker boxes are installed. The last things to go on are the Dyna 2000 ignition and the S&S; (D) carburetor.
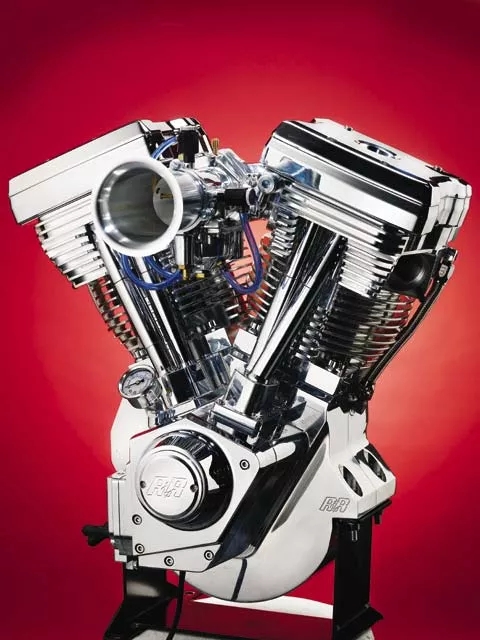
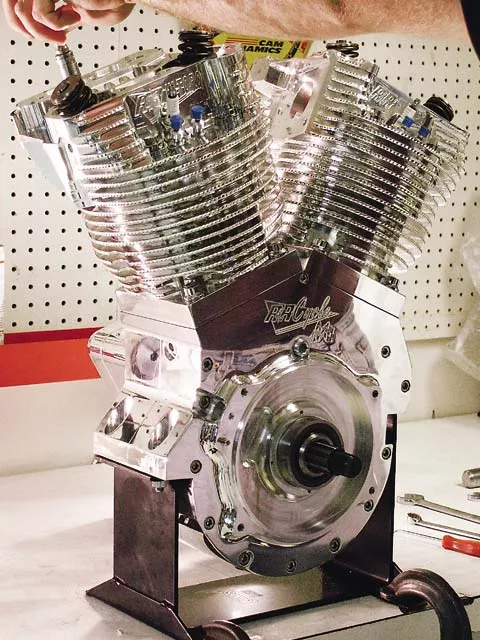
Finally, each motor is secured to a stand then crated to be shipped out or installed in a bike.
Big-inch motors are taking the industry by storm right now, and carving a wide path in the race is R&R; Cycles’ billet motor line. R&R; holds the distinction of being the only manufacturer of 100 percent billet motors in sizes 139 to 147 ci.
We followed along as the company built a 147ci — which has bore and stroke numbers of 4-1/2×4-5/8-inch — in its Manchester, New Hampshire, manufacturing facility.





