
Hot Sportster Frame Mod

1. A mockup of the new motor parts is imperative before proceeding with final bike assembly. You don’t want to learn after you paint or powdercoat your frame that the motor isn’t going to fit properly. Here, the empty engine cases were guided into the frame…

2. …before fastening the front and rear motor mounts.

3. After snugging up the case mounts, the S&S; cylinders were placed into their bores. At this point no gaskets were used. It’s easy enough to measure the thickness of the base, head, and rocker-box gaskets to determine how much taller the final assembled motor will be. The measurement will only be an approximation, and it will be on the larger side due to compression of gaskets during final assembly.

4. S&S; cylinder heads were added next, followed by…
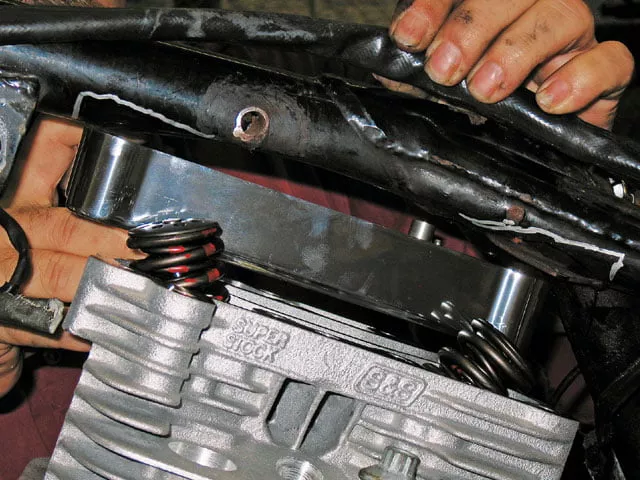
5. …the rocker boxes. All was fine with clearance on the front cylinder assembly. However, the rear assembly was too tall to fit under the frame’s backbone. There wasn’t any room to slide the rocker box over the head, let alone have enough clearance for the rocker cover. In addition, the rear of the rocker box interfered with the frame’s seat post. A silver marker was used to approximate the height of the rocker box. This part of the frame would need clearancing.
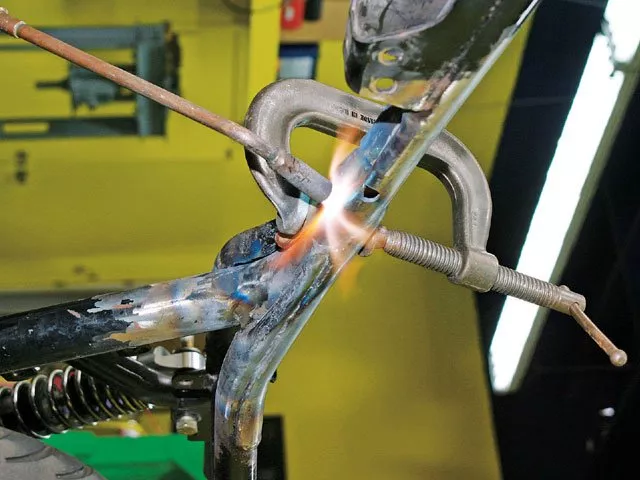
6. Dave decided to pinch the backbone to obtain the proper amount of clearance. He needed 1/2-inch of extra room in the frame. A C-clamp was placed around the backbone tubing, then heated with an oxy-acetylene rosebud torch. A piece of round bar stock was placed under the clamp to produce a uniform and clean dimple in the tubing.

7. As the metal got red-hot, Dave slowly tightened the clamp.

8. In addition to the clamp method, Dave utilized the torch and the biker’s best friend: a big hammer. Take note of the groove and flattening of the backbone behind the top motor mount.

9. We were making progress on the backbone, checking cylinder assembly fitment frequently during the clearancing. There were issues with seat-post clearance that had to be addressed. From the factory, H-D used a steel plate to strengthen the tubing junctions. Dave used a cutting torch to remove the plate…
10. …along with a cutting wheel to open up the area for clearancing.

11. Here’s a look from underneath the exposed backbone, seatpost, and fender-strut junction awaiting the torch.

12. As with the backbone, Dave used a C-clamp along with various diameters of bar stock to obtain a gentle radius in the tubing.

13. After the clamp was removed, more heat was applied until the tubing was glowing orange…

14. …before, for good measure and fine-tuning, the hammer was again deployed.

15. A Scotchbrite wheel was used to clean up the areas that Dave worked on.
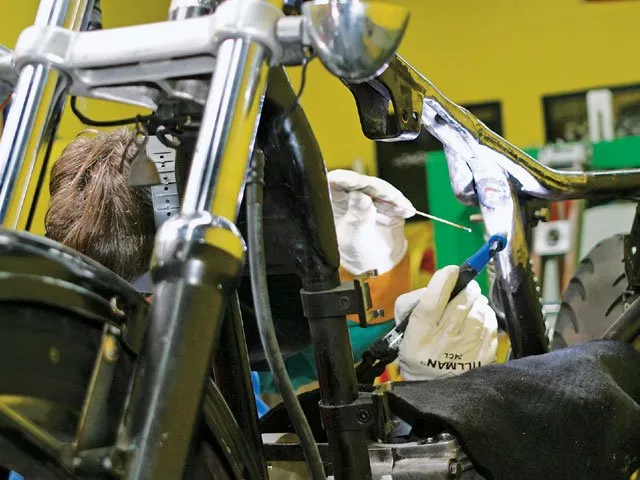
16. After clearancing the area where the steel plate used to reside, Dave TIG-welded everything back together.

17. Since the backbone was reduced by more than 1/2-inch, for strength a steel doubler was made to reside…

18. …on top of the backbone. Dave welded the doubler to the frame before proceeding to…

19. …the Scotchbrite pad to clean everything up.

20. Here’s the completed frame. The dotted line approximates the area that was clearanced to fit the H-D/S&S; motor.
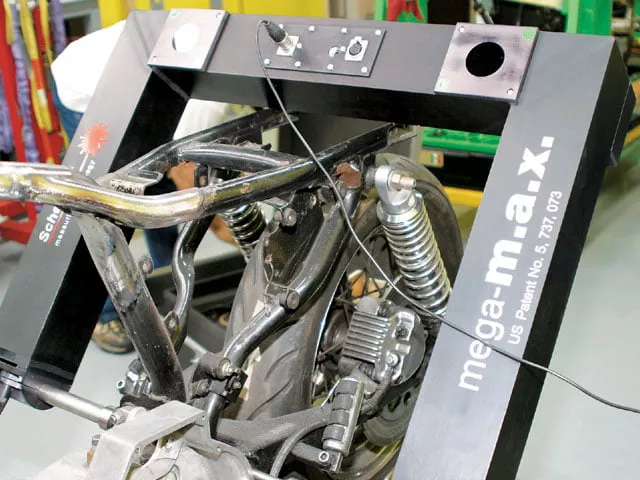
21. Any time a frame is subject to repeated heating and cooling as we just did, it’s important to make sure that it is still straight and true. In addition, in this frame’s 20-year life it’s seen its share of miles, offroading, and once the side of a taxi cab. Dave attached the Scheibner MAX measuring machine to the swingarm pivots. The measuring bracket, containing two electronic measuring cameras, was centered on the swingarm.

22. Then he mounted the target brackets and infrared illuminated targets to the frontend. The forks were rotated left and then right for the computer to make the necessary calculations.

23. A laptop PC performed the calculations and handled the measuring process. It turns out that this frame is straight with the rake within half a degree of the factory specs. Not bad for a 20-year-old Sporty frame.
For many, one of the most satisfying aspects of being a Harley enthusiast is the ability to work on and build your own bike. The venerable V-Twins we love are comparatively easy to wrench and hop up with basic handtools and the official Factory service manual. There are a plethora of aftermarket companies that manufacture goodies from stock-like benign to the go-fast kind. Oftentimes, the differences between the two are reliability and cost. Generally, the more power you build into the bike, the more money you’ll have to spend to upgrade surrounding parts to withstand the rigors of performance.
As you’re well aware, here at HOT BIKE we like big motors that produce arm-stretching power. Blistering acceleration is one of the great joys of life. With that in mind, we decided to resurrect and resuscitate a blown-up Sportster that’s been neglected and covered in the corner of the stable for too long. After deciding to bring the ’86 XL back from the dead, the first call we made was to motor-performance specialists S&S; Cycle.
After weighing different motor configuration options, we opted for the company’s 89ci setup. In a nutshell, the basics of the motor will be big-bore cylinders and pistons, along with a set of stroker flywheels, all crowned with S&S; heads, roller rockers, and covers. For added get-up-and-go, we received high-lift cams with adjustable pushrods and a Super G carb. Tune in next month when we detail all of the S&S; components for the build.
As per the S&S; technicians, the 89-inch motor is almost 1/2-inch taller than a stock Sportster motor. Due to changes in the frame and chassis over the 18 years of solid-mount Evo XL production, one must mock up the motor in the frame to make sure it will fit. As it turned out, the rear cylinder of our motor was too tall to allow the rocker box to be assembled. Therefore, we had to clearance the frame to allow enough room for final assembly. We contacted Dave Ciesielski of Crash Damage Repair to help us out with the Sportster frame surgery.
Dave’s shop is equipped with a state-of-the-art Scheibner MAX measuring machine as well as a Globaljig to fix bent or misaligned frames. The MAX was designed in Germany, and Dave has the only one in the U.S. Utilizing an opto-electronic, microprocessor-controlled system, it is the most accurate system for measuring motorcycles available. Principal components include a measuring bracket with two electronic measuring cameras, a target unit with infrared illuminated targets, and an integrated microprocessor. The MAX contains factory specifications on more than 1,000 motorcycles and compares measurements with that information. An added bonus of the MAX system is the ability to perform precise measurements without dismantling the motorcycle while being entirely independent from potential front fork damage. It’s a sophisticated tool that performs complex mathematical calculations with ease. The target points in the target bracket follow an arc of a circle around the steering head axis when the front forks are turned. Then the measuring cameras determine and calculate the position of the two targets. An additional laser on the rear of the bracket allows the measurement of the rear frame and the swingarm. Once measured, the results can be seen on a computer monitor and printed out.
Follow along as we take you through the frame modification and subsequent MAX measuring.




