
Cutting Edge

The machine Tony uses is called the Omax 2652. The number 2652 refers to the work area of the cutting table which is 26×52 inches. The machine operates on an X-Y coordinate system. The X-axis represents the left to right motion of the cutting arm, while the Y-axis represents the forward and backward movement.
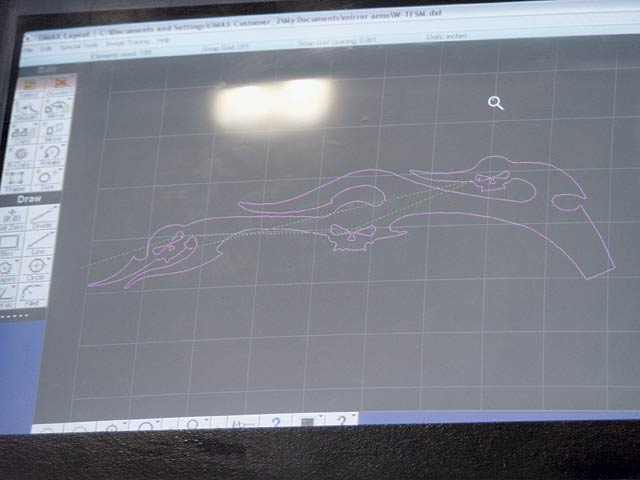
Cut components start out as a drawing. The image is either drawn up with PC-based CAD/CAM software or it is hand drawn, scanned, and transferred into the Omax computer. Seen here is the pattern of the mirror arm.

The introduction of abrasive material into the waterjet stream is what made it possible to make the leap from chicken nuggets to materials like 3/4-inch-thick steel. For the majority of his aluminum and steel-based products, Tony uses 80-grit sand.

Water is still an important ingredient in the cutting process. However, instead of water acting as the cutting agent, it now serves as a means to carry the abrasive material, in this case sand, past the metal being cut. A lot of water is used in this process, but not just any water. At Wicked Image, a 500-gallon drum of water is purified through reverse osmosis to prevent minerals, and contaminants from blocking and/or breaking down the nozzle jet or other components.
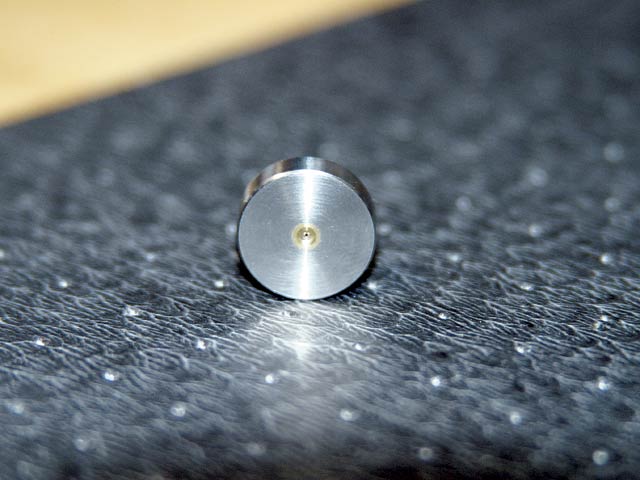
In order to create enough pressure for the sand to cut through materials like steel, a pump is needed. Typically, an intensifier or crank pump is used, either of which can pressurize the water up to 60,000 psi. When it comes to a very precise and consistent cut, two key components are a jewel orifice and a mixing tube. The jewel can either be a ruby, sapphire, or diamond. The jewel is encased in a round metal housing, which the water passes through to form a very precise narrow jet of water. The jewel orifice is so small, it is barely visible to the naked eye.

The jewel is seated in a fixed position just above the mixing tube with an abrasive inlet between the two. As the pressurized water passes through the jewel orifice it creates a vacuum effect that sucks the sand in and mixes it into the water. The sand/water mixture then exits the mixing tube as a precise stream. Although the pump can operate at up to 60,000 psi, Wicked Image operates its machines at approximately 45,000 psi, producing a smoother, more accurate cut.

The mirror arms that Wicked Image makes are made from 6061 T-6 aluminum. A sheet of 2×4-foot, 1/2-inch billet aluminum was loaded onto the cutting table, then secured in place. Once the pattern is loaded into the computer, the software will calculate how many pieces can be cut from that one sheet. For example, this sheet will yield 60 tribal skull mirror arms.
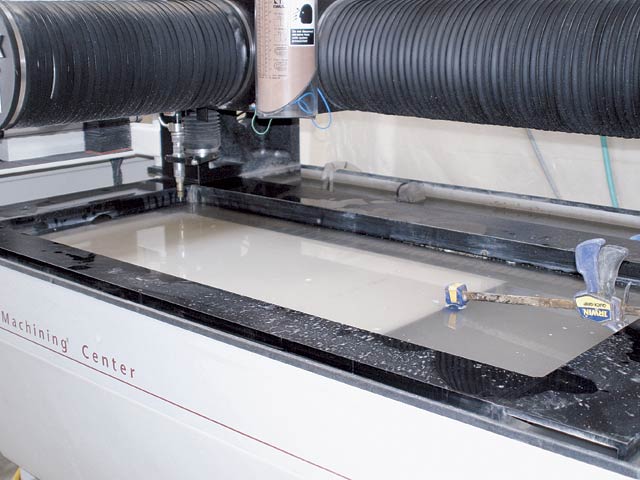
Before starting the cutting process, the cutting speed (rate at which the cutting arm travels) is first determined. Speed plays a major role in the quality of the finished cut. There are five cutting speeds with the fastest producing the lowest quality cut, and the slowest making the cleanest and best quality cut. Wicked Image has found that using a medium cutting speed produces a good cut in a relatively short amount of time, and can be easily cleaned up with a quick sanding process.

Typically, all the cutting is done with the material submerged in water. However, Tony started with the metal above the water line so we could watch the cutting process. You can see that one of the skull heads has already been cut out. So what does it take to cut a pattern out of 1/2-inch-thick billet aluminum? How about a narrow stream of water and sand exiting the cutting nozzle at 700-plus miles an hour!

By submerging the aluminum and cutting nozzle, it becomes a much quieter and cleaner process.

Within eight minutes, Wicked Image produced a rough-cut tribal flame mirror arm.
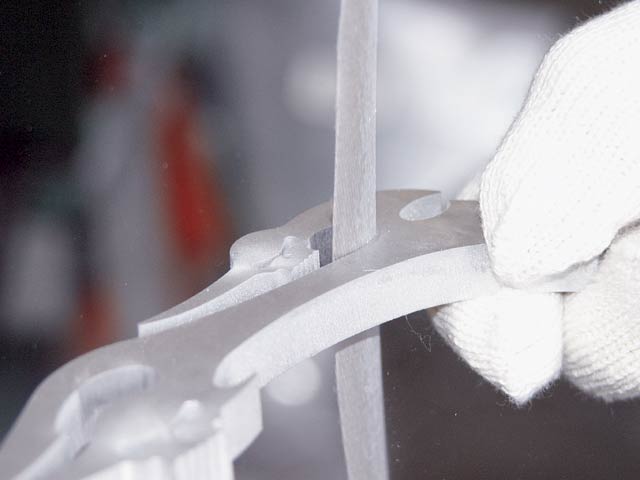
The mirror arm is taken over to the sander, where the edges are cleaned and smoothed. Wicked Image uses a 3/4-inch 3M Trizact belt for sanding. The belt is made out of cloth, which makes it very pliable, allowing the ability to reach inside crevices and curves.

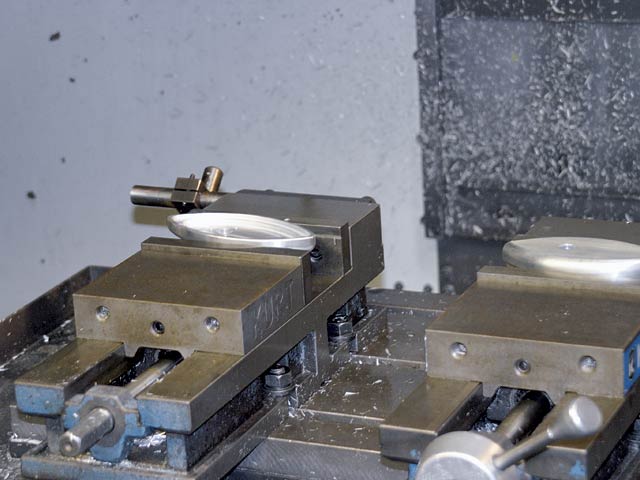
Next, the arm is taken over to a Burgmaster machine. This is a very useful and efficient machine as it reduces downtime because it has six different fixtures that can punch, drill, and tap the necessary mounting holes.

Each mirror arm is then drilled and tapped. The face of the arm is tapped for a 1/4-inch fastener to hold the mirror housing. A 5/16 hole is drilled in the bottom for the mounting stem.
Wicked Image has three mirror housing styles: cat eye, small oval, and iron cross. All of the mirror housings are made out of billet aluminum and cut using Haas CNC machines. The Haas machines not only cut the shape of the housing but also drill all the necessary mounting holes.

Once the mirror arms and housings have been cut and drilled, they are sent out for a glistening chrome finish.

To ensure that the mirror assembly will hold up over time and won’t vibrate loose from its fixed position, Wicked Image uses high-strength thread locker and a spring washer to keep the ball stem in place.

Lastly, the inside of the mirror housing is coated with glue, and the mirror is pressed and held in position with a clamp.

When all is said and done, they end up with a very cool, and intricate mirror design.
Advancement in technology is a great thing! If you disagree, you ought to live in a mud hut and read articles off a stone tablet. Without technology, we wouldn’t have the wild and dependable two-wheeled machines we’ve come to love. When it comes to motorcycles, one specific area has greatly benefited from technological advancement, the billet components segment, with the introduction of abrasive waterjet cutting.
In the ’70s, waterjetting was a very expensive, loud, dirty, and complex process used by a handful of specialty shops for production line operation. These machines used a highly pressurized stream of water that was suitable only for cutting soft materials like cardboard, foam rubber, and even food products, such as chicken nuggets.
Twenty years later, waterjet pioneers like Dr. John Olson of the Omax Corporation, evolved the technology to a user-friendly, PC-based control system that incorporated abrasives into the water stream for the cutting process. Not only was this new system much easier to use, it was also less expensive, quieter, cleaner, and capable of cutting materials never before considered, such as metals of various thickness.
We wanted to see, first hand, exactly how abrasive waterjetting is used to carve custom motorcycle components. So, we took a trip out to Temecula, California, to Wicked Image where Omax Abrasive Waterjet systems are used to manufacture everything from intricately designed shift linkages and wheels to forward controls and mirrors. Owner Tony Quinones was just getting ready to cut out some of his company’s skull and flame mirror arms, so we followed the precise process.
")




