
Coming of Age

Before the day was done, all of these parts would make up our new motor configuration. Between boring the cylinders and installing the new gaskets and pistons, we had a pretty full day ahead.

We couldn’t very well bore the cylinders while they were on the bike, so Rod Page started by putting the bike on a lift for disassembly. He removed the seat, disconnected the ground from the battery, unbolted the cover for the choke knob, and removed the gas tank.

Removal continued with disconnecting the coil at the frame neck, unbolting the air cleaner, and taking off the carburetor.

He followed up by taking the spark plugs off and then got started on removing the rocker box assemblies. Page unbolted the top covers, slid them out, and then removed the inner and outer gaskets from the top of the middle rocker covers.

Our middle rocker covers were next. When taking off the rear one, Page removed the rear outer bolt first, so the center portion would clear the frame and lower rocker box assembly when he pulled it off. You save a lot of hassle that way.

He set the front cylinder to TDC, so the valves were closed and the load was off of the cylinder before removing the lower box. He took out the two rocker arm mounting bolts and washers next to the pushrods first, then the rest of the mounting hardware.

Pulling out the pushrods came next. Although color-coded, you should keep them in the correct order for reinstallation later.

Time to remove the cylinder heads. The head bolts were loosened an 1/8 turn at a time in the order shown in the manual, until they were loose enough to take off. Then, Page lifted the heads off of the cylinders. You may need to tap them around the edges with a soft-faced hammer to loosen them up first. When the heads were off, he discarded the head gaskets and the pushrod O-rings.
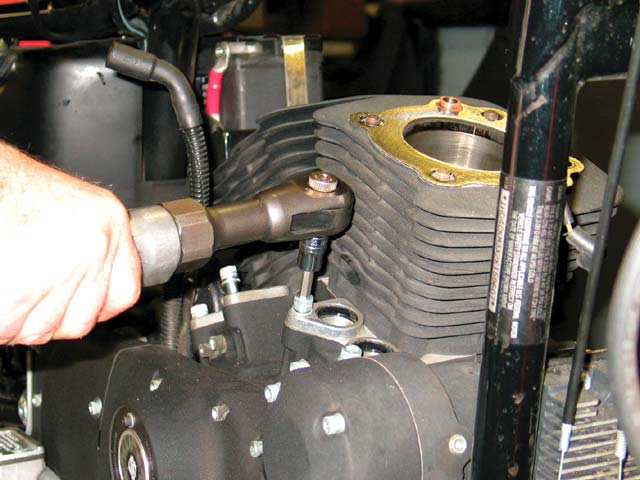
Next, he removed the two dowel pins and O-rings from the tops of the cylinders, set the piston BDC, and loosened the cylinder from the crankcase by tapping the cylinder around its edges with a plastic mallet. After carefully pulling it straight up and off the piston and cylinder studs, he stuffed clean shop rags into the open crankcase to keep it free of debris.

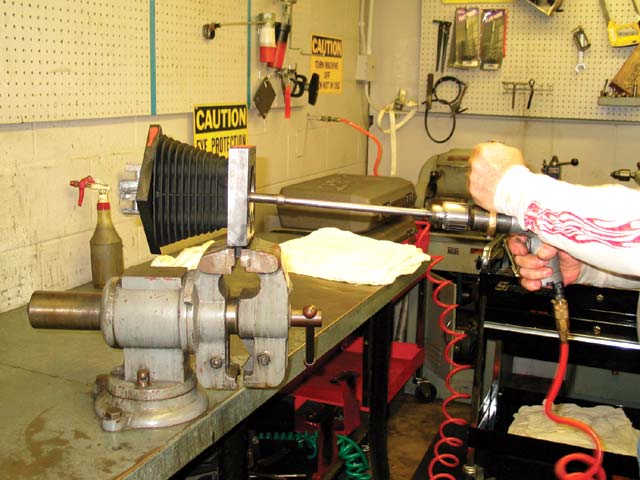
The cylinders must have the correct bore when compressed between the heads and the cases. In order for that to happen, they have to be measured and bored out under load. After cleaning the cylinders with solvent and drying them with compressed air, Page bolted them between a set of torque plates to create the same distortion caused by the heads and cases.

A zero-bore dial gauge was used to measure the cylinders before boring them out. The gauge was set to the standard specified by the piston manufacturer (JE, in this case) and the gauge was used to determine the correct running clearance we needed inside the cylinder. He took his measurement 0.500 inch inside the top of the cylinder, where the ring path started. From there, Page bored and honed the piston, until the clearance was right where we wanted it. The whole boring process is a very exact science with minimal room for error.

Page installed the cylinders onto the boring bar bottom side up, got them centered using the centering fingers, tracked the bar, and set the depth per his measurements. It took several passes to get them near the right bore…
…and honing them fine-tuned the cylinder bore to exactly what we needed.

He washed the cylinders again and wiped them clean with a lint-free cloth, then wiped a thin coat of oil inside them.

These two cylinders show the difference in bore between our old 883cc (left) and a 1200cc (right).

With both cylinders bored out, it was time to replace the pistons. Page used a pick to remove the wrist pin retaining ring and a wrist pin puller to take out the pin so he could take the piston away from the connecting rod. After the piston was removed, he laid the James base gasket in place. He changed the pistons one at a time, starting with the front one.

Now it was on to putting the new pistons together. When installing the piston rings, the end gaps of the adjacent rings need to be at least 90 degrees apart. Ring gaps should never be within 10 degrees of the piston’s thrust face.

The first wrist pin retaining ring went on using a pick, then…

…the piston was placed over the tip of the connecting rod, and Page secured the two with the wrist pin and coaxed the other retaining ring into its groove using a pick.

A ring compressor held the new piston still while the cylinder was slid back over it and the cylinder studs. Page lubricated the bore and the piston with clean engine oil prior to putting the cylinder back on to the base gasket and crankcase. The compressor came off after the rings were inside the cylinder.

Next, Page washed all of our bolts with brake cleaner. From there, he put the head gasket on top of the cylinder and bolted the head to it, torquing the bolts to manual specs with a 90-degree turn afterward. He marked the bolt holes with a pencil to note 90 degrees from where he started.

After resealing the manifold and mounting it back in place, Page reinstalled the pushrod tubes and put the pushrods back home inside the tubes in accordance with the factory’s color coding…

…and went on to putting the rocker boxes back together. By drilling out the drain holes on the middle rocker covers using a 3/32 drill bit, we’ll have more efficient oil scavenging in our bigger motor. The rest of the reassembly went in the reverse of the disassembly.
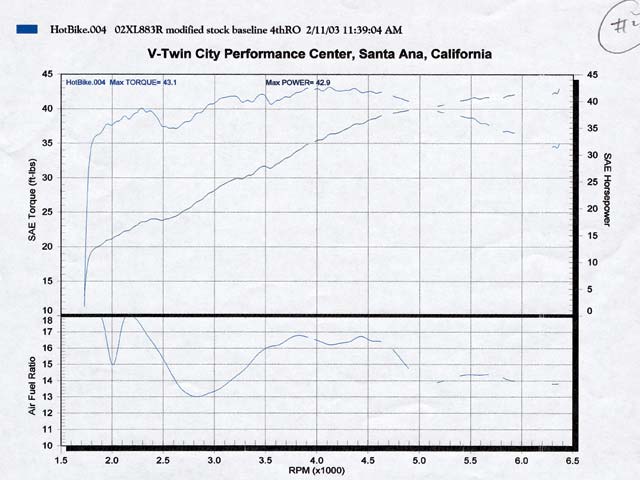
So, what kind of new numbers did we get on the dyno? Well, here’s what our motor cranked out in February when we did our baseline: 42.9 hp and 43.1 lb-ft of torque.
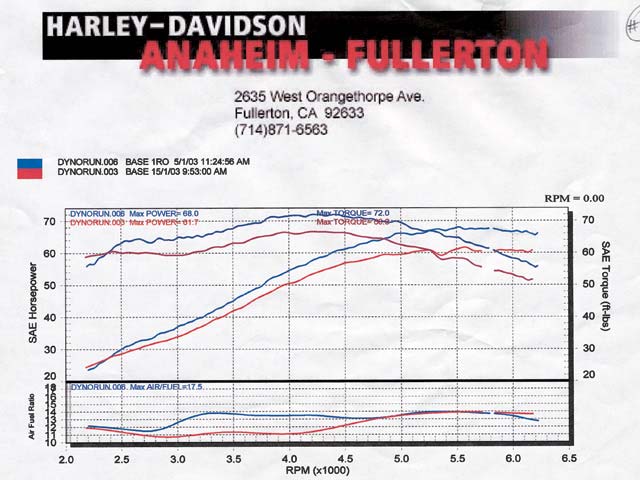
…and here it is now. With 68.1 hp and 72.3 lb-ft of torque, we gained over 60 percent in power and almost 70 percent in torque than when it was bone stock. And since we have a programmable ignition, we can fine tune our performance package even further to give us the best spark we need to take advantage of our new displacement. But that’s another story…
This was part of our line of thinking when we started making changes to our stock ’02 Sportster late last year. The favorite mod for Sporty owners is upgrading their 883cc motor with a 1,200cc conversion kit, and while it was tempting to do just that right off the bat with our `02 Sportster 883R, we took a different approach. All of these modifications were relatively easy and served to give us more bang for a small outlay of bucks ($906 total for parts). Beyond that, once we did add a 1,200 kit, we’d already have a performance platform ready to take maximum advantage of the increase in power gained from the conversion.
That time has come. We took a trip to Harley-Davidson of Fullerton/Anaheim to watch as it bored out our cylinders, then added James gaskets and a 1,200 piston kit from JE Pistons. JE is known for its high-performance pistons, and the James aluminum gaskets seemed like a great way to seal the deal.




