
Chrome Bolts and Fasteners – Hardware Fundamentals


Chrome hardware has never been more popular. Demand for shiny specialty nuts, bolts, screws, and washers increases yearly. Attention to detail is always high on the list for custom machines, and chrome fasteners are the finishing touch. Modern enthusiasts pour a lot of blood, sweat, and tears into their motorcycle of choice to make it just right, and that includes knowing the ins and outs of chrome-plated hardware. We all know why chrome is desired in the first place: It’s pretty and shiny! A flawless, mirror-like finish is what’s so appealing. But a perfect luster must be accompanied by high strength and excellent durability, though in the past this wasn’t always a given.
Certain high-profile problems traditionally associated with chrome-plated fasteners-a reputation for hassles in usage, lack of fastener strength, and poor durability-are the downsides. Not uncommon are nightmare stories of fasteners seizing during installation, shearing off at the head, or the chrome cracking and peeling. These problems can be cruelly frustrating, since the hassle of extracting a broken bolt or chasing out stripped threads isn’t usually seen as productive time. Most often these issues occur due to poor metal quality or incorrect manufacturing techniques.
For example, unless thickness is very carefully controlled, adding a layer of chrome plating to a fastener increases interference between male and female threads beyond the original design specification. This is the cause of galling (or seizing), which occurs when the metal high points between fastener and casting (or nut and bolt) lock together.
Mysterious breakage of improperly produced chrome-plated fasteners is far too common. The culprit is a little-known but highly controversial condition known as “hydrogen embrittlement.” Created by the absorption of atomic hydrogen into the fastener’s surface during the chrome-plating process, it reduces the strength and elasticity of fasteners significantly, hence the easy snapping (shearing) of a too-brittle fastener at the head or body. Basically, hydrogen gas is trapped under the chrome. When stress is applied to the fastener during use, or through torque during installation, the hydrogen gas migrates to the points of highest stress concentration within the fastener. Ruptures occur internally, and breakage happens when the lesser strength and increased brittleness of the metal are exceeded. Shearing is sudden, and there are no visible warnings in advance. The scary part is that a fastener can be installed, everything seemingly fine, and later on fail, most often at the worst possible time. Ironically, the stronger-grade fasteners made of high-strength, high-carbon-alloy steel can be the worst offenders. The higher the carbon content in the alloy, the stronger the base metal, and, sadly, the more susceptible it is to hydrogen embrittlement. The key to eliminating hydrogen embrittlement is a post-bake process. The fastener is heated to a specific temperature for a specific period of time to bleed out the hydrogen gas through the chrome plating. So if a chrome-fastener supplier offers Grade 5-quality fasteners or even higher-carbon-content Grade 8, they darn well better be post-baked.
Less drastic, but certainly no less annoying, is cracking and peeling of the chrome. This condition is typically caused by sharp edges on the fastener, which create pressure points that result in small fissures and chips in the chrome plating. When stresses are applied, this microscopic damage to the plating often migrates and magnifies. More often than not, this cracking occurs not when the fastener is installed, but instead when it’s time to remove it. Too much of this behavior can lead to a sort of one-time-use mentality regarding chrome nuts and bolts. It doesn’t have to be this way. More gentle radiuses and proper stress relief after the plating process occurs are the answer to this hassle.
These aren’t the only issues that need to be addressed, either. Some critical fasteners on your Harley-Davidson simply shouldn’t be swapped for chrome without serious research into whether a shiny substitute is up to the stresses and tensions required of the factory part. Usually a responsible manufacturer of chrome and/or stainless hardware will not list a replacement in its catalog if there’s any potential problem. The rule of thumb should be “if it isn’t listed, don’t do it.” Trouble is, you might not know what is or isn’t offered by a manufacturer. In that case, consult at least three professionals, and if the consensus is that it’s safe to substitute, go ahead. If not-leave it alone.
Sometimes, the sheer hassle of replacing all the screws for an inspection cover or some similar situation makes using a chrome fastener more trouble than it’s worth, especially if you’re not mechanically inclined. For those of us in this boat, there are covers and inserts for practically any area of your machine where fasteners are used.
The bottom line is that nowadays any of these evils can be avoided. Adding that shiny finishing touch to your machine doesn’t have to be a hassle and won’t give you problems later if you’re willing to do a little work in advance by carefully sourcing chrome fasteners from a manufacturer that uses high-grade metal and employs the correct manufacturing procedures.
Rules of EngagementIn general, when you thread a fastener into ferrous metals (or its nut), once you have male-female thread engagement that equals the diameter of the bolt or screw, it’s as strong a connection as you’ll get. That rule changes when dealing with aluminum, brass, or other non-ferrous materials. In those situations, you’ll need roughly double the diameter of the fastener engaged to have maximum tension and a secure connection.
In other words: the 1/4-inch bolt you use to hold on your license plate doesn’t need anything more than a nut 1/4-inch deep to work. However, the 1/4-inch screws that hold your primary cover on will need at least 1/2 inch of depth in their inner primary holes to stay put.
Even though we think in terms of a torque value when it comes to tightening a fastener, what we are really doing is trying to get the proper amount of clamping pressure by stretching the bolt or screw in question. Yes, bolts and screws are elastic, and it’s not uncommon for a fastener, at correct preload, to wind up several ten-thousandths longer than its original dimensions.
Although there are six main methods used to control the preload of a threaded fastener, we realistically only need to deal with two of them:
Torque-Control Tightening:This the most common means of setting preload, and it works OK, especially with enough practice to get a sense of touch about it. But the fundamental problem is that because the majority of the torque applied is used to overcome friction (usually between 85 and 95 percent of the reading on your wrench), slight variations in the frictional conditions can lead to huge variations in the bolt preload. When uncontrolled variables (such as whether or not the threads are dry, oiled, or coated with anything from crud to threadlocker) are involved, it becomes virtually impossible to be 100-percent sure things are buttoned down correctly.
Angle-Controlled Tightening:This is popular for such applications as head bolts, compensating sprockets, and drive pulleys on Harleys; you could also call it the “turn of the nut” method. The basic idea was introduced shortly after World War II for manual assembly when a certain tightening angle was specified. Handy for use with either hand tools or power wrenches, the fastener gets tightened to a predetermined angle beyond the elastic range. Basically, this means that you torque to a set value, then twist another set number of degrees. Getting into the act keeps variations in preload reasonable due, in part, to the yield stress tolerance. The disadvantage of this method is the necessity for determination of the precise angle. (For instance, Harley determined that head bolts need to be turned 90 degrees, whereas the latest factory spec for a compensator nut is only 40-50 degrees.) Also, the fastener involved can only do this trick a couple of times before it needs replacing-or fails in service.
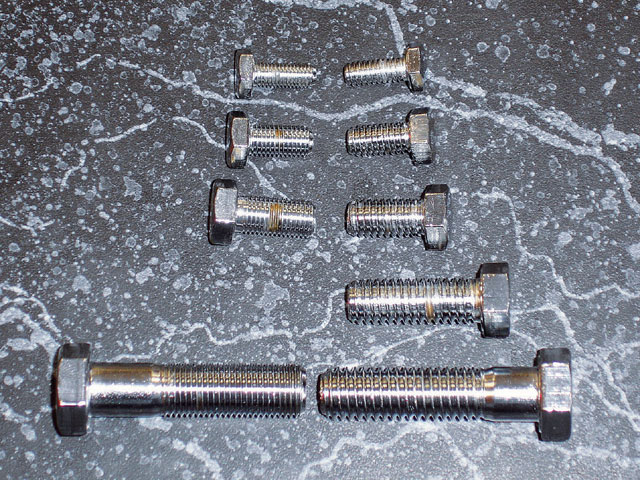
Here’s a lineup of the usual suspects. From top to bottom we have 1/4-inch, 5/16-inch, 3/8-inch, 7/16-inch, and 1/2-inch bolts. Fine threads are on the left, coarse on the right. The missing man in this formation is the 7/16-inch fine, because with the single exception of some pulley-mounting setups, there is no application for this particular thread on a Harley. Oddly, most of the time, fine threads are used in high-stress applications regardless of the material they work in, whereas low stress but potentially high-shear situations are tackled with coarse threads. All of the ones you see here are chrome and as high-quality as you can get. That means thick plating on the heads and thin on the threads without loss of strength or function.
Here you can see the markings that indicate the grade of the fastener. No marks = lowest grade and a tensile strength of 60,000 psi. Three hash marks = Grade 5 and tensile strength in the 90,000-120,000-psi range. Five hash marks = Grade 8 and a minimum tensile rating of 150,000 psi. Typically, unless otherwise noted, the unmarked shiny chrome bolt on the right will be somewhere in the first two categories, probably at least Grade 5 if it’s from a quality manufacturer.
If you have qualms about tensile strength in your application, be aware that the solution is to use an Allen-head bolt, since by definition all Allen bolts are at least Grade 8. (Some are even higher, such as the 8.8 bolts used on the front-brake calipers on ’84-’99 models.) What you shouldn’t do is confuse tensile strength with shear strength, since the higher the grade, the more brittle the bolt, even before it’s been chromed. Make sure the hardware you choose to use is up to the task by checking the grade of the OEM fastener. Standard hardware specs and dimensions (along with their grades) are listed in the back of the parts books for most Harley-Davidson models, so check there or with your dealer.





