
Big Bore Cylinder Honing – Got 103? – Hot Bike Tech
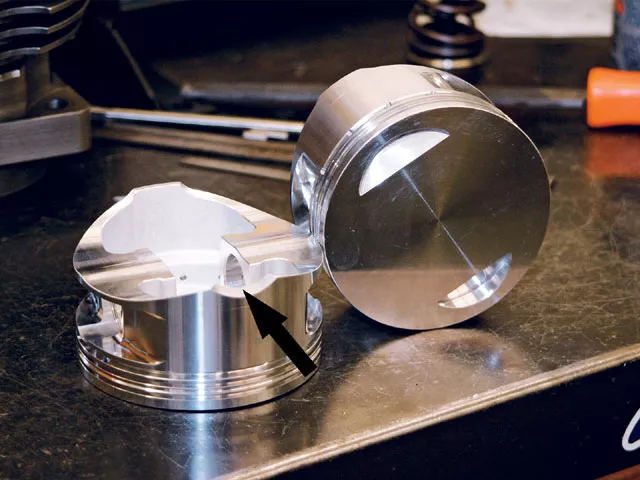
Wild Things pistons, forged from high-grade aluminum alloy, feature a special skirt shape that reduces break-in time and runs quieter. Their lightweight design results in more power and less vibration. Larger and deeper valve pockets can handle larger valves and cams without extra machine work. Additionally, Wild Things 103 pistons have a notch (arrow) cut out on the bottom of the rear piston skirt to prevent piston-topiston contact while also allowing longer piston skirts giving better piston stability and longer piston and ring life.
A dial caliper was used to measure both pistons. Measurements were taken 0.5 inches up from the bottom of the skirt. These pistons measured in at 3.871 inches. It’s important to measure the pistons and not depend upon the spec sheet supplied by the manufacturer. Manufacturing tolerances vary, as well as misboxed or labeled pistons.

A dial caliper was used to measure both pistons. Measurements were taken 0.5 inches up from the bottom of the skirt. These pistons measured in at 3.871 inches. It’s important to measure the pistons and not depend upon the spec sheet supplied by the manufacturer. Manufacturing tolerances vary, as well as misboxed or labeled pistons.
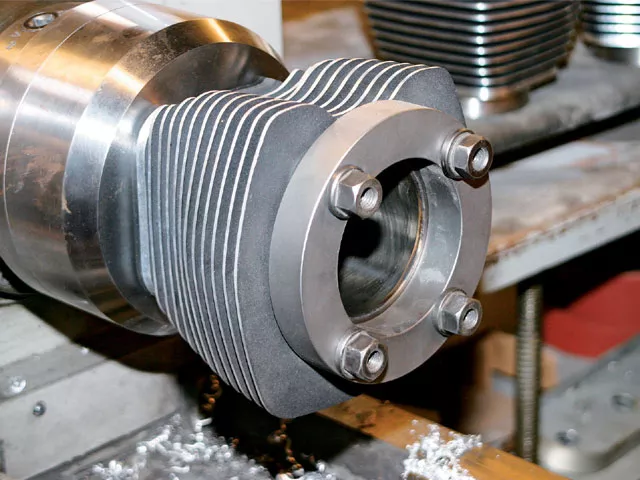
We then bolted the cylinder between a set of torque plates that were secured in the lathe’s chuck. Torque plates recreate the clamping force put on the cylinder by the heads when attached to the motor. A cylinder can grow by as much as a thousandth of an inch after torquing. We used 40 lb-ft to secure the cylinder.
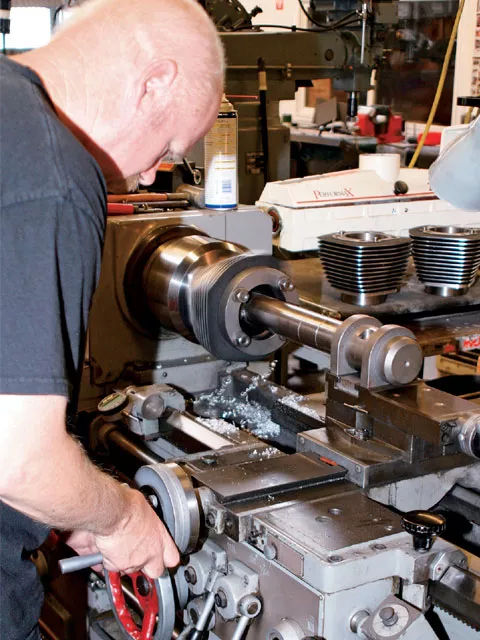
After starting up the lathe, John advanced the 2.5-inch boring bar into the cylinder. Within 10 minutes 0.100-inch of material was removed from the cylinder.

A close-up view of the fixed boring bar with the attached cutter. The bar must be precision-fit to the lathe’s tail stock to ensure a straight and square path through the cylinder. The future performance and longevity of your motor depends on a straight path for piston travel. (Insert) A closeup of the titanium Nitride-coated cutter.

Here’s the aftermath of the initial boring process, resulting in more than one pound of removed material from the cylinder. Both cylinders were treated identically.

After removing the cylinders from the lathe they were handed off to Bob to finish up the job. Each cylinder (with attached torque plates) was successively placed in a Kwik-Way vertical boring/honing machine (top). A close-up of the carbide cutter that was inserted into the Kwik-Way (arrow).

The cutter was adjusted to the bore dimension (from the bore micrometer) before being lowered into place. This particular boring bar removes approximately 20-thousandths of an inch per pass. A single pass took about five minutes.
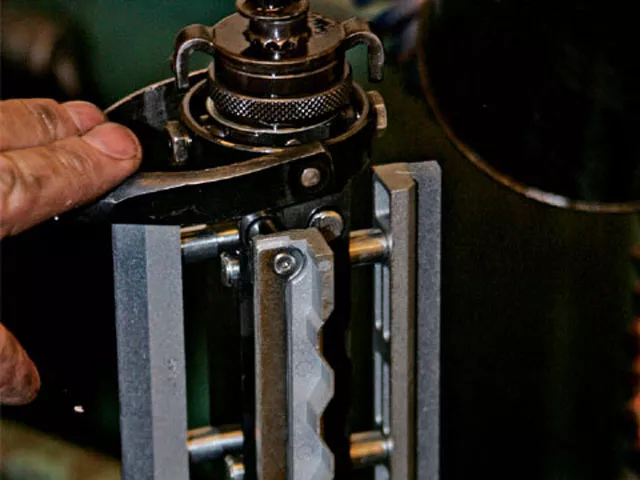
As the cylinder was getting closer to the desired diameter, Bob grabbed a finer #200 (think of hones like sandpaper grit) multiple pedal-type honing stone, which consists of four rotating stones.

Before beginning, Bob attached the hone to a handheld drill.

He moved the hone up and down, taking off approximately 2.5-thousandths of an inch while producing a smoother surface. A steady supply of honing oil was streaming throughout the entire process. It lubricates and cools the cylinder, as well as washes away debris.

Constant measurements were taken throughout. When Bob was within .5-thousandth from the desired bore diameter, he used a #300 stone that produced a smoother bore than the #200. This was followed up by a pass with the plateau hone to knock off the high spots of the ‘peaks’ created by the other, coarser, stones.

After thousands of cylinder bore/hone jobs, Bob has a feel for how many passes he needs for each stone. It’s as much an art as a procedure. Before removing the torque plates for good, Bob rechecked the bore diameter against the values we measured and calculated earlier. The cylinders were now ready for the 103 piston install.
An engine’s cylinder bore is more than just a hole for the piston to reside in. A properly set up cylinder bore will be slightly larger than the piston. Here, larger means in the thousandths of an inch, with cylinders usually bored 2-4 thousandths (0.002-0.004-inch) bigger than the piston’s diameter. This is done to provide just the right amount of friction between the piston rings and cylinder wall, while also sealing in combustion pressure. Too much clearance can result in excess noise and shorter piston and ring life, while too little can result in seizing.
When increasing cylinder displacement the bore of an existing cylinder must be bored (drilled) out to accept the larger piston. Boring can be done on a mill, lathe, or on a honing machine. Boring is used to accurately enlarge existing holes while making highly accurate diameters along the entire length of the cylinder. Boring is most accurate on a lathe.
Boring is a rough cut that produces a cylinder wall surface that needs to be further refined through the honing process. Honing is a final finishing operation that uses fine abrasive hones to remove minute amounts of cylinder wall material. Using progressively finer abrasive hones (culminating with the plateau hone), the bore of a good cylinder will have a crosshatch pattern containing microscopic peaks and valleys.
Oil is trapped in the valleys for ring lubrication while the peaks allow the rings to seat quickly and completely to prevent blowby. During break-in of a new top end, the rings “seat” themselves by wearing down the peaks of the crosshatching while maintaining the valleys to retain oil on the cylinder surface. The main goal of boring and honing is to provide a perfectly round and straight path for the piston to follow while attaining a good crosshatch pattern for oil retention and sealing.
In preparation of increasing displacement on our donor ’07 Twin Cam from 96ci to 103ci with K_f_ryakyn’s Cheap Thrills hopup kit, we disassembled the top end and brought the cylinders and new pistons to Bennett’s Performance to take us through their boring and honing procedure. Bennett’s is lucky enough to be in close proximity to motor legend Jerry Branch and his Branch/ O’Keefe machine shop. We brought along new K_f_ryakyn Wild Things 103-inch flat top forged pistons and rings (PN: 458) designed for Twin Cam 96 motors using stock heads.
See the rest of the K_f_ryakyn Cheap Thrills install on page 86..
Boring of the H-D cylinders was started by John O’Keefe on a lathe equipped with a boring bar and hand-finished by Bob Bennett. Many shops do not have the lathe/ boring bar equipment and choose to use more time-consuming pedal-type hones.
We chose to reuse the stock cylinders as we could better control the fitment of the piston to cylinder. In addition, the stock cylinders were subjected to heat cycling during operation, conditioning them from the expansion and contraction of the cylinder sleeve and cylinder.
Before we began we did a little math to get a ballpark estimate for the dimensions we were working with. A stock Twin Cam 96 cylinder bore measures 3.750 inches in diameter, and K_f_ryakyn specifies the piston diameter as 3.871 inches. We must also take into account the amount of clearance (i.e., overbore) needed for the pistons in the bore; in this case 0.0025 inches. Putting it all together we get:
Follow along as we show you how it’s done.
| Twin Cam 103 piston | 3.871 | |
| Twin Cam 96 bore | - 3.750 | |
| > | 0.121 | |
| Clearance | +0.0025 | |
| Total amount to remove | ||
| from cylinders | > | 0.1235 |
| All values measure in inches |





